
Обрезка полых деталей
Вырезка резиной
В большинстве случаев вытяжки полые детали подвергаются последующей обрезке кромок или фланца, для чего предусматривается специальный припуск на обрезку. Необходимость обрезки объясняется рядом причин: анизотропией холоднокатаного металла и образованием фестонов, неточностью фиксации заготовки на матрице, неравномерностью толщины материала, зазора и смазки и т.п.
Без обрезки можно вытягивать лишь неглубокие детали с коэффициентом вытяжки m ≥ 0,6; причем достижимая точность соответствует 3—4-му классу при одновременной вырубке и вытяжке и 5-му классу — при вытяжке из штучных заготовок.
В табл.15 приведены основные способы обрезки кромок после вытяжки и указана область применения каждого способа.
| Способы обрезки | Эскиз | Точность обрезки по высоте | Область применения |
| Обрезка плоского фланца | 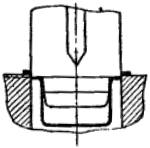 |
- | Для небольших и средних размеров деталей круглой и прямоугольной формы в мелкосерийном производстве. Кромка среза недостаточно ровная. |
| Обрезка фланца с последующей вытяжкой | 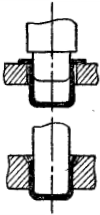 |
0,2 - 0,4 | Для небольших деталей из тонкого материала. Этот способ позволяет производить фигурную обрезку. |
| Обрезка по частям с поворотом заготовки | 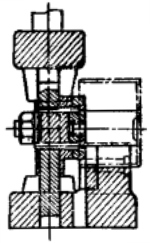 |
0,5 – 0,8 | Для небольших и средних размеров деталей круглой и прямоугольной формы в мелкосерийном производстве. Кромка среза недостаточно ровная. |
| Обрезка секторами клинового штампа | 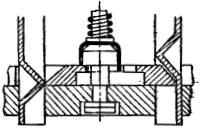 |
0,2 – 0,4 | Для небольших и средних размеров деталей круглой и прямоугольной формы в крупносерийном производстве. Хорошее качество среза. |
| Обрезка в штампе с планетарно движущейся матрицей | 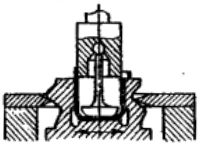 |
0,1 – 0,2 | Для небольших и средних размеров деталей любой формы в крупносерийном и массовом производстве. Высокое качество среза. |
| Обрезка одновременно с первой вытяжкой | 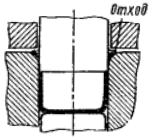 |
0,1 -0,2 | Для цилиндрических, реже для прямоугольных деталей небольших размеров. Кромка имеет завал изнутри наружу. |
| Обрезка одновременно с последней вытяжкой | 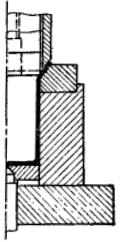 |
0,1 – 0,2 | Для цилиндрических и прямоугольных деталей небольших и средних размеров. |
| Обрезка сдвигом по Я.В. Боровинскому | 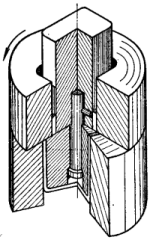 |
0,2 – 2,0 | Для прямоугольных коробчатых деталей небольших и средних размеров. |
На рис.48 показан способ обрезки на плоскообрезном штампе при помощи планетарно движущейся матрицы. Обрезка происходит между режущими кромками пуансона и матрицы, перемещающейся в горизонтальной плоскости перпендикулярно вертикальным стенкам детали (рис.48, а и б). В данном случае применена „плавающая" матрица 1, установленная на подвижные профильные кулачки 2, которые опускаются под действием нажимных стоек; матрица получает горизонтальное перемещение от неподвижного профильного кулачка 3 Для обрезки цилиндрических деталей применяют три пары профильных кулачков, которые создают последовательно перемещение матрицы в трех направлениях под углом 120°.
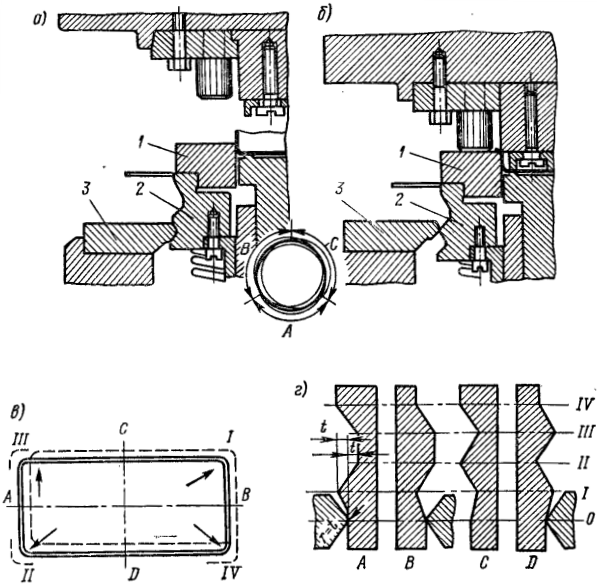
Рис.48. Обрезка на плоскообрезном штампе о планетарно движущейся матрицей.
Обрезка квадратных коробок производится за четыре движения матрицы (рис.48,в), каждое из которых осуществляется от двух пар кулачков (А, В, С, D, рис.48,г). Цифрами l, II, III и IV показана последовательность движения обрезной матрицы (рис.48,в) и соответствующие им вертикальные положения кулачков (рис.48,г). Плоскообрезные штампы позволяют производить профильную обрезку вертикальных стенок детали.
Нужна помощь на производстве?
Специалисты завода Сталь-Штамп готовы спроектировать штамп, выполнить его ремонт или провести профессиональную заточку инструмента.