
Обжимка
Обжимка представляет операцию, при которой происходит сужение поперечного сечения прутков и труб, а также концевой части полых или объемных изделий путем обжатия материала снаружи и уменьшения диаметра.
В обработке листовых металлов давлением применяются два вида обжимки:
- обжимка трубчатых сечений, производимая на ротационно-обжимной машине (редуцирование);
- обжимка полых деталей, производимая вертикальным давлением на механических прессах.
Ротационно-обжимная машина работает посредством давления обжимных бойков со скоростью более 6000 ударов в минуту для заготовок диаметром от 7 до 17 мм и свыше 11 000 ударов в минуту для заготовок диаметром до 7 мм.
Обжимка полых деталей применяется для изготовления горловин и деталей типа патронных гильз. Методы расчета последних приведены в специальной литературе.
Обжимка применяется при изготовлении толстостенных конических ступенчатых деталей из отрезков труб. Обжимка осуществляется путем давления на торец заготовки и заталкивания ее в коническое отверстие матрицы. Предельная деформация при обжимке труб ограничивается потерей устойчивости заготовки, что имеет место при S/d ≤ 0,025, где d - средний диаметр трубы; S - толщина стенки.
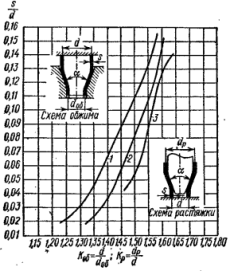 Рис. 195. Предельные значения коэффициентов обжима и растяжки: 1 - обжим при α = 40°, 2 - обжим при α = 20°, 3 - растяжка при α = 40° |
На рис. 195 приведена диаграмма предельных значений коэффициентов обжима Коб = d/dоб и коэффициентов растяжки Кр = dp/d в зависимости от относительной толщины S/d и угла обжима и растяжки α (для стали 15).
Значительный перепад диаметров можно получить, применяя совмещенный в одной операции процесс растяжки и обжима.
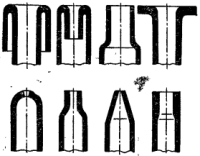 Рис. 196. Обжимка, высадка утолщение, отбортовка и выворачивание дуралюминовых труб |
Необходимо указать на оригинальный способ обжимки, высадки, утолщения и отбортовки дуралюмииовых труб в штампах с электроподогревом (рис. 196), созданный М.Н. Горбуновым [31]. В этом случае нагревается до 300-350° С и приобретает повышенную пластичность лишь очаг деформации, что позволяет осуществить весьма большую степень деформации без потери устойчивости заготовки, охлаждаемой холодильником с циркулярующей холодной водой. Для повышения устойчивости дуралюминовые заготовки предварительно подвергались операциям закалки и старения.
На рис. 197 приведены схемы штампов для утолщения (а), обжимки (б и в), отбортовки (г), выворачивания внутрь (д), выворачивания наружу (е).
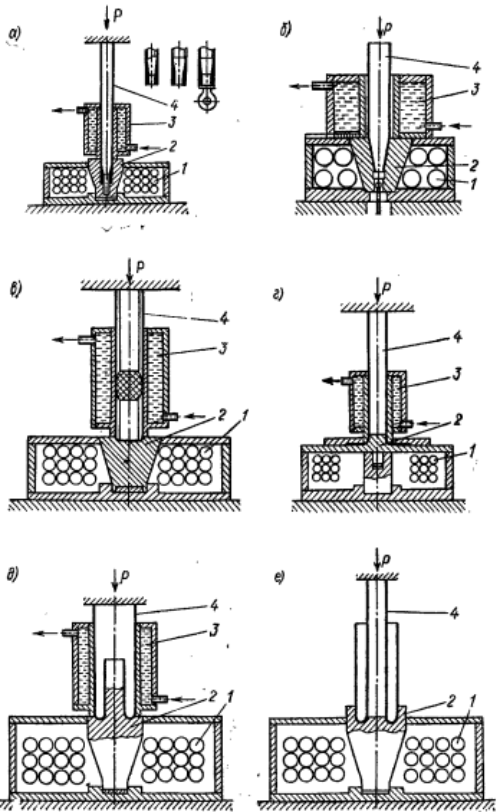
Рис. 197. Схемы штампов для обжима, утолщения и т.п.
труб с местным электроподогревом и охлаждением:
1 - нагревательные элементы; 2 - матрица; 3 - холодильнику; 4 - заготовка
Штамповка производится на обычном гидравлическом прессе со скоростью перемещения траверсы 5-8 см/мин.
Нужна помощь на производстве?
Специалисты завода Сталь-Штамп готовы спроектировать штамп, выполнить его ремонт или провести профессиональную заточку инструмента.