
Величина деформаций и минимально допустимые радиусы гибки
Минимально допустимые радиусы гибки должны соответствовать пластичности металла и не допускать образования трещин. Следовательно, минимальные радиусы гибки должны быть установлены по предельно допустимым деформациям крайних волокон. Величину деформаций крайних волокон при гибке широких заготовок можно определять по формулам, учитывающим утонение материала и смещение нейтрального слоя [114].
Для растянутого наружного слоя радиуса R:
ψR = 1 - ( (r/S+α/2) / (r/αS+1) )
На рис.58 показаны диаграммы распределения величины деформации крайних волокон в зависимости от отношения r/S и угла изгиба а для стали СтЗ толщиной 8 мм [200].
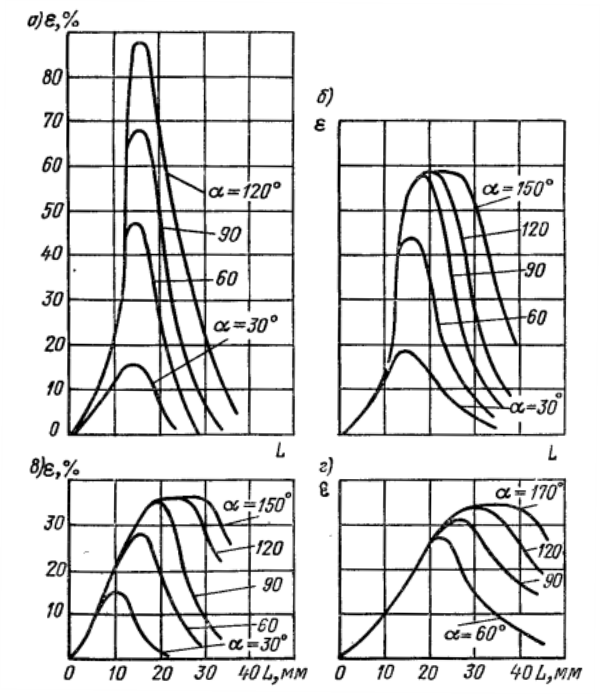
Рис.58. Зависимость деформации крайних волокон от r/S и угла изгиба:
а: r = 0,37S; б: r = 0,75S; в: r = 1,5S; г: r = 2S.
По оси ординат отложены местные величины относительного удлинения наружных волокон ε = [(l – l0)/l0] 100%. По оси абсцисс отложена длина дуги наружной стороны изогнутой детали. Сопоставление диаграмм показывает значительное увеличение наибольшего удлинения при уменьшении относительного радиуса изгиба r/S (рис.58,а). При этом деформация наружных слоев возрастает при увеличении угла изгиба а.
Характерно, что при большем относительном радиусе изгиба r/S (меньшей степени деформации) величина наибольшего удлинения одинакова при углах изгиба 90, 120, и 150° (рис.58, б и в).
Из приведенных диаграмм очевидна целесообразность увеличения относительного радиуса изгиба до r/S = 1,5 / 2, и даже больше.
В табл.18 приведены результаты подсчета деформации крайних растянутых волокон для сталей 10—20 при гибке на 90°. Относительное сужение поперечного сечения является более правильной характеристикой пластичности металла, чем относительное удлинение.
| Показатель деформации | Относительная ширина полосы | Деформации при относительном радиусе изгиба | ||||||
| 0,1* | 0,25* | 0,5 | 1,0 | 2,0 | 3,0 | 4,0 | ||
| Полное относительное удлинение εR, % | > 3 | 120 | 88 | 61,3 | 38 | 21,6 | 14 | 11,5 |
| Относительное сужение поперечного сечения ψR, % | > 3 | 55 | 47 | 38 | 27,6 | 18 | 13 | 10,3 |
Для определения радиуса гибки по значению относительного поперечного сужения для сталей 10—20 составлена табл.19. Зная ψ из испытаний на растяжение, по табл.19 находим для данного материала минимальный радиус гибки поперек волокон проката.
| ψ, % | Радиус гибки r/S | ψ, % | Радиус гибки r/S |
| 62 | 0 | 25 | 1,15 |
| 55 | 0,1 | 20 | 1,7 |
| 50 | 0,2 | 18 | 2,0 |
| 45 | 0,3 | 15 | 2,5 |
| 40 | 0,43 | 10,3 | 4,0 |
| 35 | 0,62 | 8,5 | 5,0 |
| 30 | 0,85 | 4,5 | 10,0 |
При гибке вдоль направления проката предельно допустимые деформации ψ' берутся меньшими: ψ' ≈ 0,7ψmах.
В табл.20 для практического пользования приведены приближенные значения минимально допустимых радиусов гибки для различных материалов при разном расположении линии сгиба.
| Материал | В отожженном или нормализованном состоянии | В наклепанном состоянии | ||
| Расположение линии сгиба | ||||
| поперек волокон проката | вдоль волокон проката | поперек волокон проката | вдоль волокон проката | |
| Алюминий | 0 | 0,3 | 0,3 | 0,8 |
| Медь отожженная | 1 | 2 | ||
| Латунь Л68 | 0,4 | 0,8 | ||
| Стали 05 08кп | 0,2 | 0,5 | ||
| Стали 08—10, Ст1, Ст2 | 0 | 0,4 | 0,4 | 0,8 |
| Стали 15—20, СтЗ | 0,1 | 0,5 | 0,5 | 1 |
| Стали 15—20, Ст4 | 0,2 | 0,6 | 0,6 | 1,2 |
| Стали 15—20, Ст5 | 0,3 | 0,8 | 0,8 | 1,5 |
| Стали 15—20, Ст6 | 0,5 | 1 | 1 | 1,7 |
| Стали 15—20, Ст7 | 0,7 | 1,3 | 1,3 | 2 |
| Нержавеющая сталь Х18Н9Т | 1 | 2 | 3 | 4 |
| Дуралюмнн мягкий | 1 | - | 1,5 | 2,5 |
| Дуралюмии твердый | 2 | 3 | 3 | 4 |
| Магниевые сплавы: МА1-М МА8-М | нагрев до 300° С 2 1,5 | нагрев до 300° С 3 2 | в холод. сост. 6 5 | в холод. сост. 8 6 |
| Магналий: AMr1M AMr5M | 0,8 1,3 | 1,2 1,8 | 1,5 2,0 | 2 3 |
| Титановые сплавы: BT1 BT5 | нагр. до 300-400° С 1,5 3 | нагр. до 300-400° С 2 4 | в холод. сост. 3 5 | в холод. сост. 4 6 |
| Молибденовые сплавы: ВМ1 и ВМ2 (S≤2мм) | нагр. до 300-400° С 2 | нагр. до 300-400° С 3 | в холод. сост. 4 | в холод. сост. 5 |
1. Минимальные радиусы гибки следует применять лишь в случае абсолютной конструктивной необходимости, во всех остальных случаях — применять увеличенные радиусы гибки».
2. При гибке под углом к направлению проката следует брать средние промежуточные значения в зависимости от угла наклона линии сгиба.
3. В случае гибки узких заготовок, полученных вырубкой или резкой без отжига, радиусы гибки нужно брать как для наклепанного металла.
4. При гибке толстых листов (свыше 8—10 мм) рекомендуем применять радиусы гибки относительно большей величины.
5. При гибке весьма широких заготовок (1000—2000 мм) радиусы гибки следует увеличить в 1,5—2 раза во избежание трещин.
Как видно из табл.20, правило расположения линии сгиба поперек волокон проката следует строго применять лишь в случае гибки с очень малыми радиусами (для мягкой стали r < 0,5/1,0).
При гибке с большими радиусами закруглений расположение волокон проката безразлично, что иногда позволяет получить более экономный раскрой материала. Значительно большую опасность в отношении образования трещин при гибке представляют заусенцы и их произвольное расположение при изгибе, поэтому заготовку следует устанавливать заусенцами внутрь угла изгиба. Большие заусенцы недопустимы, так как приводят к образованию трещин при любой установке заготовки
Общие технологические правила, относящиеся к заготовкам, подлежащим гибке, следующие:
1) вырубку заготовок, подлежащих гибке с малым радиусом, следует производить при таком расположении на полосе, чтобы линия сгиба проходила поперек или под углом к направлению волокон проката, иначе возможны трещины; если соблюдение этого правила приводит к неэкономному раскрою материала, нужно от него отказаться, применив увеличенные радиусы гибки. В этом случае направление волокон проката безразлично и не вызывает образования трещин;
2) вырубку заготовок несимметричного контура следует производить в таком направлении, чтобы при гибке заусенцы были направлены внутрь угла гибки, а не наружу. В противном случае неизбежно образование трещин;
3) заготовки желательно подвергать виброгалтовке или обкатывать в барабане для удаления заусенцев или зачищать другим способом.
Нужна помощь на производстве?
Специалисты завода Сталь-Штамп готовы спроектировать штамп, выполнить его ремонт или провести профессиональную заточку инструмента.