
Вытяжка и формовка неметаллических материалов
Вытяжкой и формовкой изготовляют большое количество различных деталей, в основном из термопластичных пластмасс: полиэтилена, поликрилата, поливинилхлорида, органического стекла и др. К таким изделиям относятся корпуса приборов, футляры, бачки и полусферические детали, фотографические ванночки, детали холодильников, облицовка радиоприемников и телевизоров, умывальные раковины и другие объемные изделия сложной конфигурации.
Технология их формообразования основана на оптимальной степени нагрева пластмасс и перевода их в высокопластичиое или вязкотекучее состояние.
Технологические процессы формовки-вытяжки выполняются следующими способами: 1) вакуумной или пневматической формовкой с применением одной только матрицы или формы; 2) формовкой-вытяжкой в штампах с жестким или эластичным пуансоном и жесткой матрицей.
Первый способ широко применяется при изготовлении деталей из органического стекла, винипласта, полиэтилена, целлулоида и др., второй способ используется в основном при изготовлении деталей из слоистых пластмасс и частично органического стекла.
В табл. 130 приведен режим нагрева листовых пластмасс перед формовкой. Практика показывает, что даже небольшие отклонения от установленных температур нагрева приводят к размягчению или структурному изменению материала. Нагрев листов органического стекла производится в вертикальном положении (в подвешенном состоянии).
Таблица 130. Режимы нагрева термопластичных листовых пластмасс перед формовкой.
| Пластмассы | Температура нагрева, 0С | Выдержка (мин) при данной температуре на 1 мм толщины листа | Критическая температура. °C |
| Органическое стекло (не ориентированное) Органическое стекло ориентированное: | 120 - 200 | 1,5 - 2,0 | 220 |
| СОЛ | 125 - 150 | 1,6 - 1,3 | 175 |
| СТ-1 | 145 - 150 | 1,2 - 2,0 | 185 |
| 2-55 | 170 - 185 | 1,6 - 2,5 | 205 |
| Винипласт | 100 - 160 | 1,0 - 1,5 | 170 |
| СН прочный | 130 - 140 | - | - |
| Полиэтилен ВД | 120 - 130 | 2,0 - 3,0 | 140 |
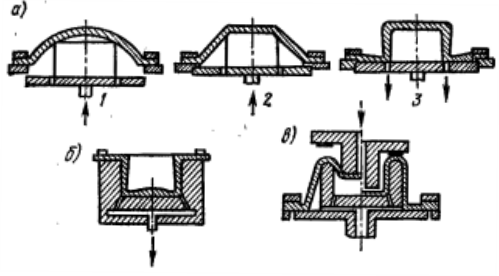
Рис. 213 Схема процесса вакуумной формовки: а - позитивный метод; б - негативный метод;
в - комбинированный метод 1 - раздувание нагретой заготовки и подъем пуансона;
2 - формовка пуансоном; 3 - вакуумная формовка
На рис. 213 приведены схемы наиболее совершенного способа вакуумной формовки термопластичных пластмасс на специальных машинах.
Процесс вакуумной формовки состоит из следующих последовательно выполняемых операций:
1) разогрев заготовки до пластичного состояния при помощи экрана с инфракрасными излучателями;
2) раздувание (вытягивание) разогретого листа сжатым воздухом;
3) формовка вытянутого листа с помощью вакуума в полости матрицы (негативное формование) или по форме пуансона (позитивное формование);
4) охлаждение и удаление отформованного изделия;
5) обрезка краев.
Вакуум-формовочные установки снабжены вакуум-насосом и компрессором, термоэкраном, пультом с приборами управления и специальными пресс-формами. Они позволяют формовать изделии до 2 м длиной из заготовок толщиной до 3-4 мм.
Другим промышленно развитым способом является пневматическая формовка в жестких формах, применяемая для изготовления пластмассовых ванн, умывальников, обрамления для телевизоров и т.п. из более толстых заготовок (до 15-20 мм).
Обычно процесс формовки производится в два приема: предварительная формовка при низком давлении в течение 15-30 с, окончательная формовка - при повышенном давлении воздуха. Величина последнего определяется опытным путем в зависимости от толщины материала и формы изделия.
Для формовки глубоких изделий сложной формы получили применение комбинированные методы формовки, в которых пневматическая формовка сочетается с механической формовкой пуансоном. В ряде случаев применяется формовка в упругой матрице, иногда даже без применения сжатого воздуха.
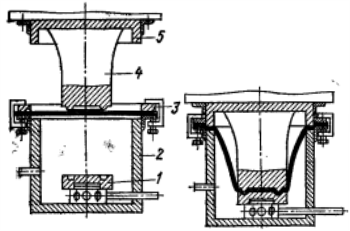 Рис. 214 Форма для комбинированной формовки в «упругой» матрице |
На рис. 214 приведена форма для комбинированной формовки в упругой матрице, Форма состоит из пневматической камеры 2, матрицы 1 и пуансона 4. Нагретая пластмассовая заготовка зажата кольцом 3. Верхнее кольцо 5 производит обрезку фланца. Формовка параболического корпуса производится за счет сжатия воздуха при погружении в форму пуансона 4. Если требуется более высокое давление, то через штуцер подается сжатый воздух от сети.
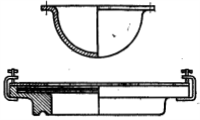 Рис. 215 Штамповка крупных сферических изделий из органического стекла |
Формовочный миканит формуется в подогретом состоянии в нагретых до 150-170° С штамп-пресс-формах, Деталь держат под давлением в пресс-форме в течение 20 с.
В мелкосерийном производстве изготовление крупных сферических вытяжек из органического стекла производят или в вытяжных штампах с нагревом заготовки до 115-120°С (рис. 215), или путем формовки под вакуумом в особом сосуде с обогревом заготовки инфракрасными лучами (рис. 216).
Целлулоид вытягивается с нагревом до 90-100° С в обычных вытяжных штампах с пружинным складкодержателем. Деталь выдерживается под давлением около 1 мин, после чего охлаждается вместе со штампом в холодной воде.
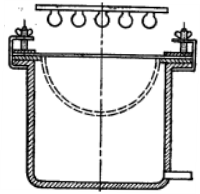 Рис. 216 Формовка органического стекла под вакуумом |
Нагрев заготовок осуществляется различными способами в зависимости от масштаба производства: путем конвекции горячего воздуха в специальных шкафах, облучением инфракрасными лучами в особых установках, между горячими плитами и т.п.
Из слоистых пластиков вытяжке подвергаются лишь фибра, текстолит и стеклотекстолит.
Фибра вытягивается лишь в увлажненном состоянии после вымачивания в воде 5 течение нескольких часов, из расчета 1,5-2 ч на 1 мм толщины. Перед штамповкой увлажненная заготовка и штамп посыпаются графитом или тальком, служащими смазкой. Вытяжка производится в вытяжных штампах с прижимом или на прессах двойного действия. Отштампованную деталь снимают с пресса, надевают на болван, имеющий форму и размеры пуансона, и высушивают в сушильной камере при 67-70° С в течение 12 ч, а затем просушивают на открытом воздухе.
Из текстолита и стеклотекстолита можно изготовлять вытяжкой лишь неглубокие цилиндрические, конические и полусферические детали, но только в нагретом состоянии. Текстолит нагревается до 150-170°С и вытягивается в штампах с прижимом или на прессах двойного действия, стеклотекстолит нагревается до 230° С и вытягивается в пресс-формах.
Из других материалов вытяжке подвергаются картой и кожа. Из картона вытягивают небольшие крышки и пробки, а из кожи - уплотнительные манжеты и сальники. Кожу вытягивают с нагревом в масле до 200° С, а картой - в нагретых до 120° C штампах, Коэффициент вытяжки равен примерно 0,4.
Нужна помощь на производстве?
Специалисты завода Сталь-Штамп готовы спроектировать штамп, выполнить его ремонт или провести профессиональную заточку инструмента.