
Вытяжка тугоплавких металлов и сплавов
Содержание
- Вытяжка титановых сплавов [40]
- Вытяжка молибдена и молибденовых сплавов [61]
- Вытяжка ниобия и тантала
- Штамповка циркония
Тугоплавкие металлы и сплавы получают все большее применение в технике благодаря присущим им высоким жароупорным (теплоустойчивым) свойствам. Механические свойства основных тугоплавких металлов приведены в табл. 104.
| Металл | Температура плавления, °С | Предел прочности σв (кгс/мм2) при температуре °С | Относительное удлинение δ10 % | ||
| 20 | 500 | 1000 | |||
| Вольфрам | 3410 | 90 - 350 | 125 - 140 | 85 - 52 | 0 - 3 (20° С) |
| Молибден | 2625 | 85 - 140 | 25 - 45 | 15 - 20 | 0,5 - 4 (20° С) |
| Тантал | 2996 | 70 - 100 (наклёпанный) | 25 - 32 | 10 - 14 | 1 - 5 (наклёпанный) |
| 35 -45 (отожженный) | - | - | 40 (отожженный) | ||
| Ниобий | 2412 | 26 - 45 (отожжённый) | 25 | - | 20 - 50 (отожженный) |
| 52 - 100 (наклепанный) | - | - | 5 - 10 (наклепанный) | ||
| Цирконий | 1855 | 23 - 42 (отожженный) | - | - | 30 -50 (200С) |
| Титан (технический) | 1660 | 40 - 75 | 18 - 12 | - | 20 - 40 (20° С) |
Наиболее широкое применение в промышленности получили титан и титановые сплавы.
Вытяжка титановых сплавов [40]
Для штамповки деталей применяют титановые сплавы марок BT1-1, ВТ1-2, ОT4-1, ОТ4-2, ВТ4, ВТ5-1, ВТ6 к ВТ14, Первые два сплава представляют собой технический титан. Сплавы ОТ4, ОТ4-1, ВТ4, ВТ5-1 являются сплавами средней прочности. Сплавы ОТ4-2, ВТ6 и ВТ14 являются высокопрочными сплавами пониженной пластичности. Выбор того или иного сплава производится конструктором по его механическим и технологическим свойствам.
| Марка сплава | Состояние | Предел прочности σв, кгс/мм2 | Сопротивление срезу σср, кгс/мм2 (для вырубки) | Относительное удлинение % | |
| δ5 | δравн | ||||
| ВТ1-1 | Отожженный | 46 - 60 | 39 - 52 | 25 - 40 | 9 - 10 |
| ВТ1-2 | 55 - 75 | 47 - 64 | 22 - 35 | 9 - 10 | |
| ОТ4-1 | 60 - 75 | 52 - 64 | 20 - 35 | 9 - 10 | |
| ОТ4 | 70 - 85 | 60 - 73 | 15 - 35 | 7 - 8 | |
| ВТ5-1 | 75 - 95 | 64 - 80 | 12 - 25 | 7 - 8 | |
| ВТ4 | 85 - 100 | 73 - 86 | 12 - 22 | 7 - 8 | |
| ОТ4-2 | 100 - 120 | 86 -103 | 9 - 15 | 4 - 5 | |
| ВТ6 | 90 - 110 | 77 - 95 | 10 - 15 | 4 - 5 | |
| ВТ6 | Закаленный (с 800 - 840° С) | 100 - 105 | 86 - 90 | 16 - 18 | 7 - 9 |
| ВТ6 | Состаренный (при 500° С) | 110 - 115 | 95 - 100 | 14 - 16 | - |
| ВТ14 | Отожженный | 90 - 110 | 77 - 95 | 8 - 16 | 4 - 5 |
| ВТ14 | Закаленный (с 820 -880° С) | 95 -105 | 82 - 90 | 14 - 20 | 9 - 11 |
| ВТ14 | Состаренный (при 500° С) | 115 - 140 | 100 - 120 | 7 - 12 | - |
Примечания:
1.Сплавы ВТ1-1, ВТ1-2, 0Т4-1 и 0Т4 штампуются в холодном состоянии смежоперационным отжигом. Для сокращения количества операций применяют подогрев заготовок из ВТ1-1 и ВТ1-2 до 350-400° С, из ОТ4-1 и ОТ4 - до 500° - 650° С.
2.Сплавы ВТ4, ВТ5-1, ВТ14 требуют частых межоперационных отжигов или подогрева до 550-750° С.
3.Высокопрочные сплавы ОТ4-2, ВТ5-1, ВТ6 штампуются с нагревом до 600-750° C.
Механические свойства титановых сплавов характеризуются следующими особенностями (табл. 105):
- высокий предел текучести, близкий к пределу прочности, следствием чего является узкая область пластической деформации;
- пониженная пластичность в холодном состоянии по сравнению с другими металлами, а следовательно, пониженная штампуемость;
- высокая пластичность в нагретом состоянии вследствие изменения структуры;
- сильное упрочнение при холодной пластической деформации, сопровождаемое увеличением прочности (в 1,5 - 1,8 раза) и уменьшением пластичности;
- низкие антифрикционные свойства, выражающиеся в интенсивном налипании титана на рабочие части штампа;
- чувствительность к скорости деформирования, вследствие чего скорость вытяжки берется в два-три раза меньше, чем для стали;
- значительная анизотропия и нестабильность свойств листов титановых сплавов.
Необходимо отметить, что титан и титановые сплавы не магнитны, что может быть использовано в технологических целях.
В табл. 106 приведено разделение титановых сплавов по штампуемости.
| Марки сплавов | Штампуемость в холодном состоянии | Предельный коэффициент вытяжки m1 | Наименьший радиус изгиба | Примечание |
| ВТ1 | Хорошая | 0,50 - 0,56 | (1,5/2,0) S | Штамповка деталей сложной формы |
| ВТ1-2, ОТ4-1 | Средняя | 0,56 - 0,62 | (2,0/2,5) S | Штамповка деталей средней сложности |
| ОТ4, ВТ1-4 (закаленный) | Пониженная | 0,62 - 0,68 | (2,5/3,0) S | Штамповка деталей простых и средней сложности |
| ВТ4, ВТ14 (отожженный) | Низкая | 0,68 - 0,72 | (3/4) S | Штамповка простых деталей |
| ОТ4-2, ВТ5-1, ВТ6 | Весьма низкая | 0,75 - 0,82 | (4/6) S | Штамповка только с нагревом до 600-750 С |
Для получения большей степени деформации и сокращения числа операций, а также для получения большей точности изделий применяется штамповка в нагретом состоянии. Характерно, что в США штамповка титана производится только в нагретом состоянии.
Оптимальные температуры нагрева для штамповки титановых сплавов приведены в табл. 107.
| Марки сплава | Температура нагрева, °C |
| BT 1, ВТ2 ОТ4-1, ОТ4 ВТ4, ВТ14 ОТ4-2, ВТ5-1, ВТ6 | 350-400 500-600 550-700 600-750 |
В зависимости от размера заготовок и вида штамповочной операции применяют следующие способы нагрева заготовок:
- в электрических муфельных печах.
- на нагревательных плитах;
- контактом от горячего штампа;
- электросопротивлением;
- отражательными экранами;
- газовыми горелками;
- индукционный.
Наиболее распространенным является нагрев в электрических муфельных печах с автоматическим регулированием температуры.
Нагрев от нагревательных плит производится при штамповке резиной (вместе е нагревом формовочных блоков). Контактный нагрев от штампа применяется при невысокой температуре нагрева и только для тонких заготовок, так как титановые сплавы обладают низкой теплопроводностью.
Нагрев электросопротивлением применяется для крупных заготовок удлиненной формы, причем нагрев производится на прессе и продолжается даже во время операции (напряжение от 2 до 18 В). Здесь используются высокое электросопротивление титана и быстрота нагрева при прохождении электрического тока.
Нагрев отражательными экранами применяется редко, так как требует длительного времени.
Нагрев газовым пламенем является несовершенным и используется лишь при давильных работах и ручном изготовлении деталей в опытном производстве.
Индукционный нагрев применяется для нагрева длинных полос при горячей вырубке плоских заготовок. Индуктор имеет щелевое отверстие для прохода полосы. Титановые сплавы подвергаются следующим штамповочным операциям:
- штамповке и вытяжке обычными штампами;
- штамповке резиной на гидравлических прессах;
- штамповке на падающих молотах;
- обтяжке на обтяжных прессах.
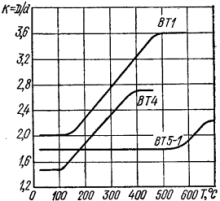 Рис. 176. Предельная степень вытяжки титановых сплавов |
При вытяжке титановых сплавов в зависимости от их температуры может быть получена предельная степень вытяжки, указанная на рис. 176. Однако вытяжку титановых сплавов ведут не с предельными, а с несколько смягченными коэффициентами вытяжки.
Сопротивление деформированию при 300-400 С составляет от 10 до 25 кгс/мм2 в зависимости от степени деформации.
При горячей вытяжке титановых сплавов штампы должны иметь обогрев матрицы и прижимного кольца, независимо от нагрева заготовок.
Большим затруднением при вытяжке титановых сплавов является налипание частиц металла на инструмент, вследствие чего допускается лишь небольшая скорость вытяжки (не более 250 мм/с) и требуется периодическая полировка штампов.
При вытяжке как в холодном, так и в подогретом состоянии титановые сплавы получают наклеп и поэтому требуется межоперационный и окончательный отжиг для снятия наклепа. Иначе на штампуемых деталях возникают трещины от действия остаточных напряжений.
Режим межоперационного и окончательного отжига титановых сплавов приведен в табл. 108. Охлаждение происходит на воздухе. После отжига необходимо травление для удаления окислов, производимое обработкой в водных растворах щелочей с различными окислителями, с последующим травлением в растворах кислот.
| Марка сплава | Межоперационный отжиг для восстановления пластичности | Окончательный отжиг для снятия внутренних напряжений | ||
| Температура нагрева, °С | Выдержка, мин (для S =0,8/3 мм) | Температура нагрева, °C | Выдержка, мин (для S =0,8/3 мм) | |
| BT1-1, ВТ1-2 | 550 - 600 | 10 - 30 | 500 | 20 - 60 |
| ОТ4, ОТ4-1, ОТ4-2, ВТ4 | 650 - 700 | 10 - 30 | 550 - 600 | 20 - 60 |
| ВТ5-1, ВТ6, ВТ14 | 750 - 800 | 10 - 30 | 550 - 650 | 20 - 60 |
Для вытяжки титановых сплавов обычные штамповые стали непригодны вследствие налипания и задиров.
Рекомендуются следующие материалы для штампов при вытяжке в холодном состоянии:
- графитизированная сталь марок ЭИ366 и ЭИ299;
- хромоникелевые чугуны СЧ 35-52 и СЧ 32-52;
- магннево-никелевый чугун марки МН (АМТУ 315-52);
- алюминиевожелезистоникелевая бронза марок БрАЖН 10-4-4 и БрАЖН 11-6-6.
- металлокерамические сплавы типа ВК6-ВК8.
Материалы, рекомендуемые для штампов при вытяжке в горячем состоянии:
- жаропрочные сплавы типа ЭИ437 и ЭИ616 (стойкость до 900° С);
- стали 5ХГМ и ЗХ2В8 (стойкость до 300-400° С);
- металлокерамические сплавы ВК6-ВК8 (стойкость до 700° С).
Широко применяется для вытяжки титановых сплавов штамповка резиной, производимая на гидравлических прессах, оборудованных контейнером с резиной.
Штамповка резиной применяется только для сплавов ВТ1-1, ВТ1-2, ОТ4 и ОТ4-1 и производится с подогревом заготовки до 300-400° С. Штампы (формовочные блоки) также подогреваются до 150° С от подштамповой плиты, обогреваемой трубчатыми обогревательными элементами.
Формовка производится накладными пластинами из теплостойкой резины марки 5168 (по ТУ МХП 1166-51р), обладающей стойкостью 50-60 обжатий при 300° С.
Для предотвращения налипания резины на изделие применяют смазки в виде брикетов или присыпок. С целью повышения стойкости резины между ней и подогретой титановой заготовкой используют прокладки из стеклянного волокна или асбестового полотна. Давление резины при штамповке деталей из сплава ВТ1 составляет от 80 до 200 кгс/см2 в зависимости от степени сложности формы детали.
Вытяжка молибдена и молибденовых сплавов [61]
Детали из молибденовых сплавов, в том числе изготовляемые вытяжкой, получили применение в электронной й электровакуумной технике благодаря высокой жаропрочности, электропроводности и сопротивления коррозии.
Тонколистовой молибден изготовляется двумя методами:
1) порошковой металлургией (молибден МЧ);
2) выплавкой в вакууме (сплавы ЦМ-2А и ВМ-1 технической чистоты).
Металлокерамический молибден МЧ обладает большей пластичностью, чем литой.
Пластичность молибдена и способность к глубокой вытяжке в значительной степени определяется металлургическими факторами (содержание примесей, структура, степень предварительной деформации и пр.), а также скоростью и температурой деформирования.
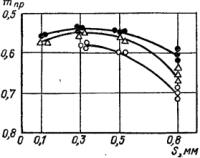 Рис. 177. Предельная степень вытяжки молибденовых сплавов. Полная точка - МЧ; пустой триугольник - ЦМ; пустая точка - ВМ-1 |
Характерно, что предельный коэффициент вытяжки молибдена и его сплавов mпр повышается с увеличением толщины листа. На рис. 177 приведена зависимость предельного коэффициента вытяжки молибдена МЧ И его сплавов ЦМ-2А и ВМ-1 от толщины заготовки. Вытяжка производилась в холодном состоянии с малой скоростью. Очевидно при увеличении степени деформации при прокатке повышается не только прочность, но и пластичность молибдена. После прокатки молибдена необходим отжиг в вакууме (1•10-4 мм рт.ст.) для молибдена МЧ - при 880-900° С с выдержкой 30-40 мин, для сплавов ЦМ-2А и ВМ-1 - при 1060-1080° С с выдержкой 1,5 ч. При многооперационной вытяжке после третьей и каждой следующей операции применяется промежуточный отжиг в вакууме.
Установлено, что нагрев молибдена и молибденовых сплавов значительно повышает его штампуемость и пригодность к вытяжке. Поэтому вытяжку молибдена рекомендуется производить с нагревом (МЧ до 220-260° С, ЦМ-2А до 250-300° С, ВМ-1 до 270-350° С).
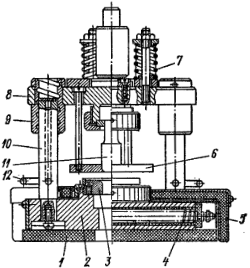 Рис. 178. Штамп для вытяжки молибденовых деталей с нагревом: 1 - асбоцементная прокладка; 2 - нижняя плита; 3 - матрица; 4 - нагревательный элемент; 5 - защитный кожух; 6 - прижим; 7 - пружины; 8 - верхняя плита; 9 - направляющая втулка; 10 - направляющая колонна; 11 - пуансон; 12 - трубопровод |
На рис. 178 приведена конструкция специального штампа со сменными матрицами и пуансонами для вытяжки с нагревом молибденовых деталей. Нагрев осуществляется нагревательным элементом, встроенным в нижнее основание (может быть залит трубчатый нагревательный элемент). Направляющие колонки охлаждаются проточной водой, буферные пружины вынесены из зоны нагрева. Нижнее основание штампа поставлено на асбоцементную прокладку и защищено теплоизоляционным кожухом. Рекомендуются следующие радиусы закругления кромок матрицы и пуансона: для первой вытяжки rм = 6/8, rп = 0,9 rм. Успешно выполнена вытяжка в конической матрице как с прижимом, так и без него при утонении mу = 0,864.
Давление прижима q (кгс/см2) для отожженного молибдена составляет:
| для молибдена МЧ | 0,45 - 0,60 (при 220-260° C) |
| для молибдена ЦМ-2А | 0,40 - 0,60 (при 250-300° C) |
| для молибдена BM-I | 0,50 - 0,65 (при 280-350° C) |
Оптимальные коэффициенты вытяжки молибдена приведены в табл. 109.
При вытяжке применялись водные коллоидно-графитовые смазки типа В0 и В1. Во время работы пуансон нагревается на 100-140° С ниже температуры нагрева матрицы.
Молибден и его сплавы технической чистоты обладают высокой степенью плоскостной анизотропии, в результате которой при вытяжке из молибдена цилиндрических колпачков образуются сильные фестоны.
Наибольшее значение коэффициентов анизотропии, а также пониженную прочность и повышенную пластичность показывают образцы, вырезанные под углом 45 к направлению прокатки. В этом же направлении образуются фестоны при вытяжке цилиндрических колпачков.
| Марка молибдена и его сплавов | Толщина материала S, мм | Относительная толщина (S/D) 100 | Температура заготовки, °C | Коэффициенты вытяжки | ||||
| без промежуточного отжига | с промежуточным отжигом | |||||||
| m1 | m2 | m3 | m4 | m5 | ||||
| М4 (отжиг в вакууме при 890° С) | 0,52 | 0,91 | 220 - 260 | 0,60 - 0,62 | 0,75 - 0,77 | - | - | - |
| 0,82 | 1,35 | 220 - 260 | 0,57 - 0,59 | 0,73 - 0,75 | 0,80 - 0,82 | 0,84 - 0,86 | 0,86 - 0,88 | |
| ЦМ-2А (отжиг в вакууме при 1070° С) | 0,76 | 1,26 | 250 - 300 | 0,58 - 0,60 | 0,73 - 0,75 | 0,80 - 0,82 | 0,84 - 0,86 | 0,86 - 0,88 |
| 0,81 | 1,35 | 280 - 350 | 0,60 - 0,62 | 0,74 - 0,76 | 0,82 - 0,83 | 0,84 - 0,86 | - | |
| ВМ-1 (отжиг в вакууме при 1070° С) | 0,80 | 1,34 | 280 - 350 | 0,60 - 0,62 | 0,74 - 0,76 | 0,82 - 0,83 | 0,84 - 0,86 | 0,87 - 0,90 |
Вытяжка ниобия и тантала
Ниобий и тантал изготовляются металлокерамическим способом или плавкой в вакууме, или более новым способом - электронной плавкой в высоком вакууме. Слитки ниобия и тантала, полученные указанным способом, могут быть прокатаны в фольгу, без промежуточных отжигов. Это говорит о высокой пластичности данных металлов.
Тантал и ниобий обладают наиболее высокой коррозионной стойкостью из всей группы тугоплавких металлов. Ниобий широко используется в электровакуумной технике для изготовления анодов, сеток электронных трубок и других деталей. Кроме того, ниобий применяется в ядерной энергетике и газовых турбинах. Получили применение ниобиевые сплавы, легированные несколькими элементами, которые имеют высокую прочность. Чистый ниобий обладает высокой пластичностью и штампуется в отожженном состоянии без нагрева на обычных штампах, аналогично малоуглеродистой стали. Однако небольшое загрязнение ниобия (С, О2, N2) резко меняет его пластические свойства.
Тантал является хорошим геттером и широко используется при изготовлении электровакуумных радиоламп. Кроме того, его применяют для изготовления деталей химической аппаратуры, работающих в агрессивных средах. Тантал сочетает высокий пластические свойства при низких и прочностные свойства при высоких температурах. Тантал применяется в тех случаях, когда требуется сочетание жаропрочности и стойкости при низких температурах, так как он единственный из жаропрочных металлов, не подвергающийся охрупчиванию при низких температурах. Чистый тантал так же, как и ниобий обладает высокой пластичностью в холодном состоянии (в отожженном состоянии) и штампуется без нагрева на обычных штампах, аналогично малоуглеродистой стали.
Однако интенсивное схватывание тантала и ниобия с рабочими частями штампа требует принятия особых мер. Такими мерами являются нанесение защитных лаковых покрытий и создание жидкостного трения путем вытеснения жидкой смазки через увеличенный зазор между матрицей и заготовкой.
Штамповка циркония
Чистый цирконий - это пластичный металл, хорошо обрабатываемый в холодном состоянии различными методами, в том числе протяжкой, выдавливанием и вытяжкой. Чистый цирконий не обладает теплостойкостью и не применяется как конструкционный материал. Для этого применяют различные сплавы с танталом Zr 0,5Та или ниобием (оженнит). Механические свойства первого σв = 30 кгс/мм2, δ = 40%; второго σв = 30 кгс/мм2, δ = 33% в отожженном состоянии.
Вытяжка циркония производится в холодном состоянии с отжигом лишь после нескольких операций вытяжки (как для стали). Из-за невысокой прочности циркония он создает сильное налипание на штампы, вследствие чего необходимо применять смазки с наполнителями. Благодаря способности циркония поглощать нейтроны, он получил преимущественное распространение в атомных реакторах. Цирконий, как и титан, является парамагнитным металлом.
Вольфрам в листовой штамповке применяют сравнительно редко - главным образом в радиолампах для изготовления электродов, подвесок и других деталей. Листовой вольфрам штампуют в нагретом состоянии: листы толщиной 0,1-0,2 мм - при 600-800° С, толщиной 2-5 мм - при 1100-1200° С. Чистый вольфрам вследствие своей хрупкости не подвергается вытяжке.
Резкое повышение пластичности Вольфрама и молибдена происходит при сплаве их с рением. При содержании рения от 5 до 20% относительное удлинение вольфрама увеличивается до 15-18%.
Нужна помощь на производстве?
Специалисты завода Сталь-Штамп готовы спроектировать штамп, выполнить его ремонт или провести профессиональную заточку инструмента.