
Изгибающие моменты и усилия гибки
Величина внешнего изгибающего момента при гибке определяется из условия равновесия его с моментом внутренних сил, а последний слагается из моментов нормальных напряжений в растягиваемой и сжимаемой зонах.
Для определения моментов внутренних сил необходимо знать распределение напряжений по поперечному сечению и величину наибольшего напряжения для данной степени деформации.
Усилие гибки определяется из равенства внешнего изгибающего момента моменту внутренних сил. Изгибающие моменты для различных схем гибки следующие:
В табл. 23 приведены формулы усилия гибки для свободного изгиба, для гибки с прижимом и приближенные формулы для гибки с калибровкой материала. В последнем случае усилие гибки определяется не столько процессом изгиба, сколько процессом калибровки, требующим значительного давления и практически зависящим от регулировки хода пресса и от отклонений материала по толщине.
Таблица 23. Формулы для определения усилий гибки
| Способ гибки | Схема гибки | Усилие гибки, кгс |
| Одноугловая и полуугловая свободная гибка (без калибровки) | 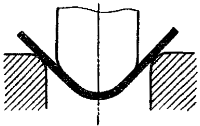 | P = ( BS2 / l ) σВ n = BSσB k1 |
| Двухугловая гибка с прижимом: без калибровки с калибровкой | 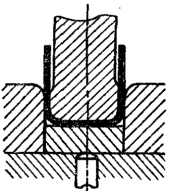 | P = 2 BSσB k2 + PПР ≈ 2,5 BSσB k2 PK = 2/4 BSσB k2 |
| Одно угловая односторонняя гибка с прижимом (без калибровки) | 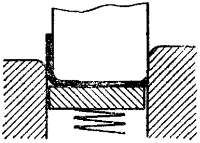 | P = BSσB k2 + PПР ≈ 1,25 BSσB k2 |
| Одно и двухугловая гибка: без калибровки с калиброакой | 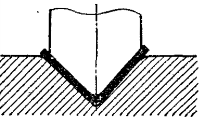 | P = ( BS2 / (r + S) ) σB P = pF |
Обозначения: РК - усилие калибровки, кгс;
РПР - усилие прижима, кгс, составляющее (0,25/0,3) РИЗ;
В - ширина полосы (длина линии изгиба), мм;
l - расстояние между опорами при угловой гибке, мм;
n = 1,8 - коэффициент, характеризующий влияние упрочнения;
р - давление калибровки (правки), кгс/мм2 (по табл. 24);
F - площадь калибруемой заготовки (под пуансоном), мм2;
k1 - коэффициент для свободной гибки, находимый по табл. 24;
k2 - коэффициент для двухугловой гибки, приведенный в табл. 25.
Оптимальным плечом для свободного изгиба следует считать:
, где I - расстояние между опорами, мм.
Усилие, необходимое для двухугловой гибки, больше усилия одноугловой гибки заготовки тех же размеров. В данном случае изгиб осуществляется действием двух изгибающих моментов, что при прочих равных условиях требует удвоенного усилии.
Но и одностороннее усилие при двухугловой гибке больше усилия одноугловой (V-образной) гибки потому, что при одном и том же изгибающем моменте, плечо двухугловой гибки меньше. Кроме того к усилию двухугловой гибки необходимо прибавить усилие прижима, составляющее 0,25-0,3 усилия изгиба. В некоторых случаях целесообразно применять усилие прижима большей величины (0,5 / 0,6) РИЗ.
На рис. 69 приведены схемы двухугловой гибки (левой полки). На рис. 69,а показано начальное положение и эпюра одностороннего изгибающего момента (для. точек А, В, С), а на рис. 69,б - дальнейшая стадия изгиба со схемой сил, действующих на заготовку.
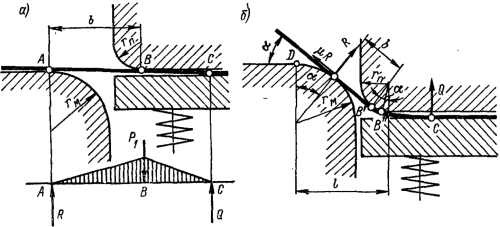
Рис. 69. Схема двухугловой гибки
Установлено, что в зависимости от геометрических соотношений максимальное усилие двухуглового изгиба возникает при величине угла α от 45 до 80°, когда плечо изгиба I имеет наименьшую величину.
В результате исследования [42] установлена более точная величина усилия двухугловой гибки (без усилия прижима):
, где n - коэффициент увеличения номинального зазора (см. табл. 27);
k2 - коэффициент, наибольшее значение которого приведено в табл. 25.
В табл. 23 приведена формула для определения усилия при двухугловой гибке с прижимом. Экспериментальное значение коэффициентов для сталей 08, 10, 20кп, СтЗ, 1Х18Н9Т толщиной 4; 6 и 8 мм в зависимости от rM/S и rП/S приведено в табл. 25.
При несимметричной и криволинейной форме изгиба применяют одноугловую (одностороннюю) гибку с прижимом, так как простая угловая гибка не обеспечивает точности из-за смещения заготовки. Этот случай приближенно можно рассматривать как половину двухугловой гибки с прижимом. Соответствующее усилие гибки приведено в табл. 23. Значения коэффициентов k2 при прямолинейном изгибе те же.
Односторонняя гибка с прижимом применяется также в комбинированных процессах штамповки.
В табл. 24 приведены значения коэффициента k1 для свободного изгиба, а в табл. 25 k2 - значения для двухуглового изгиба. В табл. 26 даны приближенные значения давления правки (калибровки).
| Материал | Коэффициент k1 в зависимости от отношения l/S | |||||
| 8 | 10 | 15 | 20 | 25 | 30 | |
| Стали 10-15, латунь, алюминий (мягкий) | 0,23 | 0,18 | 0,12 | 0,09 | 0,073 | 0,06 |
| Стали 20-25, алюминий наклепан\-ный | 0,21 | 0,17 | 0,11 | 0,086 | 0,070 | 0,057 |
| Стали 30-40, дуралюмин | 0,20 | 0,16 | 0,10 | 0,08 | 0,065 | 0,053 |
| rМ/S | Значения коэффициента k2 при rn / S | ||||
| 0,5 | I | 2 | 3 | 5 | |
| 1 | 0,27 | 0,21 | 0,16 | 0,13 | __ |
| 2 | 0,22 | 0,18 | 0,14 | 0,115 | 0,10 |
| 3 | 0,18 | 0,15 | 0,125 | 0,10 | 0,08 |
| 5 | 0,14 | 0,12 | 0,10 | 0,09 | 0,07 |
| Материал | Давление правки при толщине материала, мм | |||
| До 1 | 1-2 | 2-5 | 5-10 | |
| Алюминий | 1-1,5 | 1,5-2,0 | 2-3 | 3-4 |
| Латунь | 1,5-2,0 | 2,0-3,0 | 3-4 | 4-6 |
| Стали 10-20 | 2,0-3,0 | 3,0-4,0 | 4-6 | 6-8 |
| Стали 25-35 | 3,0-4,0 | 4,0-5,0 | 5-7 | 7-10 |
Нужна помощь на производстве?
Специалисты завода Сталь-Штамп готовы спроектировать штамп, выполнить его ремонт или провести профессиональную заточку инструмента.