
Нейтральный слой
В холодной штамповке в большинстве случаев применяется гибка с малым радиусом закругления, сопровождаемая уменьшением толщины материала и смещением нейтрального слоя в сторону сжатых волокон, а для узких полос, кроме того, изменением прямоугольной формы поперечного сечения в трапециевидную.
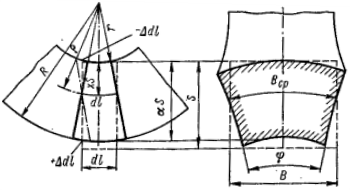 Рис.53. Деформация объемного элемента при гибке; до изгиба — после изгиба |
Радиус кривизны нейтрального слоя при чистом изгибе образца прямоугольного сечении (рис.53) находится по следующей формуле [107]:
Так как при угловой гибке утонение материала различно в разных сечениях и достигает наибольшей величины в осевом сечении, то радиус элементарного нейтрального слоя также различен в этих сечениях. Таким образом, нейтральная линия в месте изгиба не является дугой того или иного радиуса, а представляет собой кривую типа параболы, заключенную между двумя дугами радиусов ρ и ρ0 (рис.54).
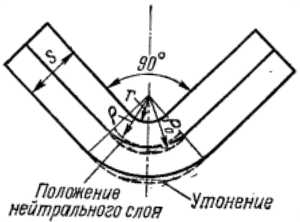 Рис.54. Положение нейтрального слоя |
Необходимо особо отметить, что нейтральный слой не является тем или иным физическим слоем, который можно обнаружить визуально или другим способом, а представляет собой условную криволинейную поверхность, проходящую через различные слои заготовки.
Вследствие того, что длину параболической кривой подсчитать трудно, длину нейтрального слоя в месте изгиба подсчитывают по длине дуги радиуса ρ (наименьшего радиуса кривизны нейтрального слоя в осевом сечении). Получаемое при этом некоторое уменьшение расчетной длины нейтрального слоя технологически оправдано, так как при гибке в штампах утонение материала не ограничивается закругленной частью, а распространяется и на примыкающие к закруглению прямолинейные участки заготовки, что несколько увеличивает длину детали.
Коэффициент утонения при гибке зависит от пластичности материала, степени деформации и угла изгиба. Для практических целей могут быть использованы коэффициенты утонения, полученные экспериментально путем замеров образцов из мягкой стали при изгибе их на 90° (рис.55).
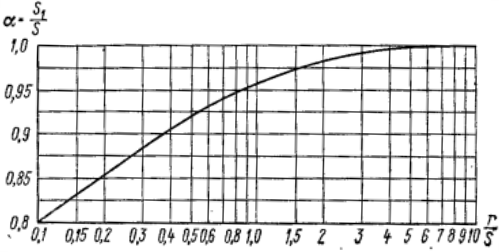
Рис.55. Коэффициент утонения при гибке на 90° (стали 10—20)
Обычно вместо радиуса нейтрального слоя применяют коэффициент х, определяющий расстояние этого слоя от внутреннего радиуса изгиба xS = ρ – r. В случае гибки широких заготовок этот коэффициент находится по формуле:
В табл.16 приведены проверенные на практике значения коэффициента х для гибки на 90° широких заготовок из сталей 10—20. Значения коэффициента х относятся к случаю, когда гибка происходит без растяжения отгибаемых полок, а также без утонения или заклинивания их между матрицей и пуансоном. В последних случаях растяжение может быть настолько значительным, что нейтральный слой становится фиктивным и выходит из пределов толщины материала.
| r/S | X | r/S | X | r/s | X |
| 0,05 | 0,27 | 0,60 | 0,39 | 2,0 | 0,45 |
| 0,10 | 0,30 | 0,70 | 0,40 | 2,5 | 0,46 |
| 0,15 | 0,32 | 0,80 | 0,408 | 3,0 | 0,47 |
| 0,20 | 0,33 | 1,00 | 0,42 | 4,0 | 0,47 |
| 0,25 | 0,35 | 1,2 | 0,43 | 5,0 | 0,48 |
| 0,30 | 0,36 | 1,5 | 0,44 | 7,0 | 0,49 |
Формула для радиуса кривизны нейтрального слоя справедлива и одинаково применима для любого угла изгиба, но коэффициенты утонения для разных углов различны (например, при гибке на 90 и 180°).
На рис.56 представлен график зависимости коэффициента х, определяющего положение нейтрального слоя, от отношения для случая гибки мягкой стали на 90°.
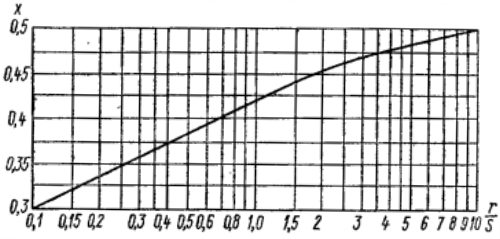
Рис.56. Коэффициент х, определяющий положение нейтрального слоя при гибке на 90°.
При гибке заготовок других сечений (круг, ромб, трапеция) характер деформации поперечного сечения будет иной, коэффициенты утонения — также иные, а следовательно, и положение нейтрального слоя должно быть иным.
При изгибе круглых прутков диаметром d вокруг оправки или пуансона радиусом до r = 1,5d поперечное сечение почти не изменяется и практически остается круглым. В случае изгиба прутков с меньшим радиусом изгиба (r < 1,5d) круглое сечение заготовки искажается и принимает овальную и даже яйцевидную форму, обращенную удлиненной стороной внутрь угла изгиба.
Коэффициент х, определяющий положение нейтрального слоя (расстояние до внутренней кромки наименьшего радиуса) при изгибе круглых алюминиевых прутков, приведен ниже:
| Радиус изгиба | ≥1,5d | d | 0,5d | 0,25d |
| Коэффициент х | 0,5 | 0,51d | 0,53d | 0,35d |
Таким образом, при гибке круглых прутков радиусом > l,5d нейтральный слой проходит через центр круглого сечения, а при гибке радиусом < l,5d — через смещенный вниз центр тяжести искаженного сечения.
Значения коэффициента х для двухугловой гибки проволочных деталей в зависимости от относительного радиуса изгиба находятся в пределах 0,33—0,4.
Гибка полос на ребро мало исследована. Приведенные выше формулы к ней не применимы. Однако в качестве первого грубого приближения при изгибе на ребро с отношением r/S ≥ 2 можно пользоваться приведенными в табл.16 значениями коэффициента х.
Изгиб прокатных профилей производится главным образом на профилегибочных роликовых машинах или специальных гибочных прессах при больших радиусах кривизны (r > 10h). Поэтому в данном случае с достаточной степенью точности можно считать, что нейтральный слой проходит через центр тяжести сечения профиля.
В холодной штамповке широко применяется операция закатки петель шарниров, производимая путем торцового давления пуансона, имеющего полукруглую выемку (рис.57,а). При этом имеет место более сложная пластическая деформация, состоящая из консольного цилиндрического изгиба и несимметричного сжатия от силы трения. В результате тангенциального сжатия этот случай изгиба приближается к изгибу со сжатием. Вместо утонения происходит небольшое утолщение и укорочение заготовки. Нейтральный слой смещается в сторону наружной поверхности.
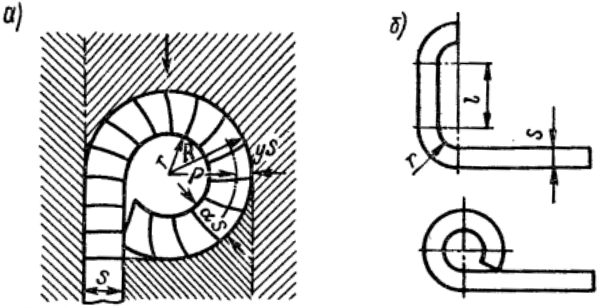
Рис.57. Торцовая гибка шарнирных петель:
а — в одну операцию; б — в две операции.
Консольный цилиндрический изгиб осуществим до соотношения R < 3,3S, до которого не происходит потери устойчивости заготовки. Поэтому закатка шарнирных петель обычно производится при соотношении R = (2/3,2)S. При большом значении R закатку следует производить с применением оправки диаметром, равным внутреннему диаметру петли.
При торцовой закатке плоских заготовок край шарнирной петли остается ие-закругленным. Для устранения этого заготовка должна иметь предварительно подогнутые кромки с закруглением по радиусу на участке 90°.
Иногда подгибка кромок осуществляется при вырубке заготовки. При этом достаточно иметь закругление на участке 45—50°.
Радиус кривизны нейтрального слоя при торцовой закатке находится по формуле:
В табл. 17 приведены приближенные значения ρ/S и y в зависимости от заданного отношения R/S для сталей 10—20.
| Коэффициенты | Значения коэффициентов при относительном радиусе R/S | ||||||||
| 1,6 | 1,8 | 2,0 | 2,2 | 2,4 | 2,6 | 2,8 | 3,0 | 3,2 | |
| p/S | 1,2 | 1,38 | 1,56 | 1,74 | 1,92 | 2,11 | 2,3 | 2,5 | 2,7 |
| y | 0,4 | 0,42 | 0,44 | 0,46 | 0,48 | 0,49 | 0,5 | 0,5 | 0,5 |
Для определения размеров заготовки при торцовой закатке шарнирных петель автором предложены формулы, приведенные в табл.21.
При последовательной штамповке в ленте иногда применяется закатка шарнирных петель за два или три перехода (рис.57,б). В этом случае первый и второй переходы являются обычной гибкой пуансоном с радиусом r, а положение нейтрального слоя определяется по табл.16. Во время третьего перехода происходит торцовый изгиб вертикального участка длиной l, к которому применимо сказанное выше. Однако наличие соседних изогнутых участков искажает результаты гибки.
Рассмотренный выше нейтральный слой является нейтральным слоем деформаций (первоначальной длины) и имеет большое практическое значение, так как точное определение его положения необходимо для нахождения правильной длины заготовки, предельно допустимого радиуса изгиба и пр. От этого слоя необходимо отличать нейтральный слой напряжений, в котором происходит перемена знака напряжений (сжатие — растяжение).
Положение нейтрального слоя напряжений может быть определено по формуле, полученной из анализа распределения напряжений по сечению:
Радиус кривизны нейтрального слоя напряжений меньше радиуса кривизны нейтрального слоя деформаций, а следовательно, первый находится ближе к центру кривизны изгиба.
Нужна помощь на производстве?
Специалисты завода Сталь-Штамп готовы спроектировать штамп, выполнить его ремонт или провести профессиональную заточку инструмента.