
Накатные и кромкогибочные операции
К этой группе относятся следующие виды работ:
- Накатные, кромкозагибочные и завивочные операции, выполняемые на накатных станках горизонтального типа (зигмашииах);
- обрезные операции, выполняемые на специальных обрезных станках;
- накатка, резьбы на полых изделиях, выполняемая на специальных резьбо-накатных станках в ряде случаев в одной поточной линии со штамповочными автоматами;
- закаточные работы (соединение двойным швом), выполняемые на специальных закаточных станках и автоматах.
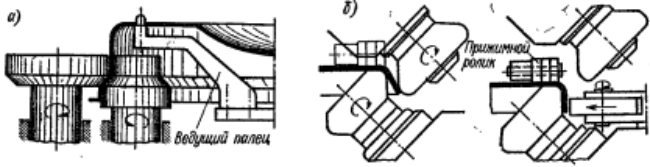
Рис. 243 Отгибка борта иа отбортовочном станке (а) и на роликовой машине (б)
На рис. 243, а изображен способ отгибки борта на отбортовочном вертикальном двухшпиндельном станке, на рис. 243, б - отгибка борта крупной детали на специальной роликовой машине с наклонными роликами.
Накатные и кромкозагибочные станки (зигмашины) применяются главным образом в жестяничном производстве для накатки всевозможных буртиков, уступов, отгибки кромок и т.п.
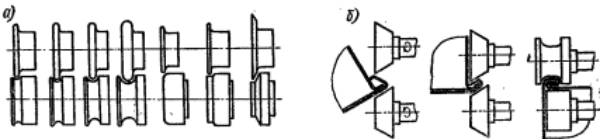
Рис. 244 Комплект роликов для накатного станка (а) и закатка соединительных швов (б)
На рис. 244, а приведен комплект роликов для накатного станка, а на рис. 244, б - способ закатки двойного шва на простых накатных станках.
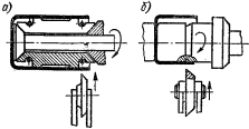
Рис. 245 Обрезка края на накатных станках
На рис. 245 показаны способы обрезки неровного края вытянутых цилиндрических деталей на накатных и специальных обрезных станках: на рис. 245, а - с закреплением разжимной оправкой, на рис. 245, б - с торцовым прижимом обрезаемой детали.
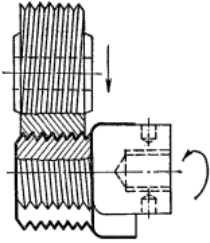 Рис. 246. Накатка резьбы при помощи патрона и ролика |
Накатка (выдавливание) резьбы на полых изделиях получила широкое распространение как метод соединения листовых штампованных деталей в различных штампованных конструкциях. В настоящее время накатка резьбы на полых изделиях применяется в основном в электротехнической промышленности - для накатки так называемой электротехнической резьбы и в производстве предметов широкого потребления (резервуаров, крышек, банок и т.п.) -для накатки мелкой соединительной резьбы.
Первый тип резьбы применяется для диаметров 10; 14; 27; 33 и 40 мм и имеет крупный шаг резьбы: 1,8; 2,8; 3,6; 4,2 и 6,3 мм. Второй тип резьбы применяется для изделий диаметром до 100 мм из тонкого листового металла (0,24-0,35 мм) и имеет мелкий шаг резьбы (от 1 до 1,5 мм).
Существуют три способа накатки (выдавливания) резьбы на полых изделиях):
1)накатка при помощи патрона и ролика сразу по всей длине резьбы (рис. 246);
2)накатка посредством метчика и накаточных роликов (рис. 247);
3)накатка гофрированных труб при помощи шнека и патрона с переменным шагом винтовой линии (рис. 248).
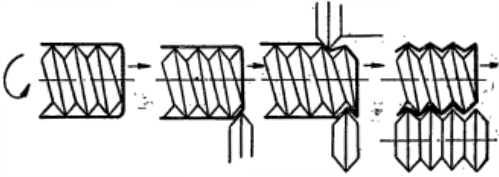
Рис. 247 Накатка резьбы при помощи метчика и накатных роликов
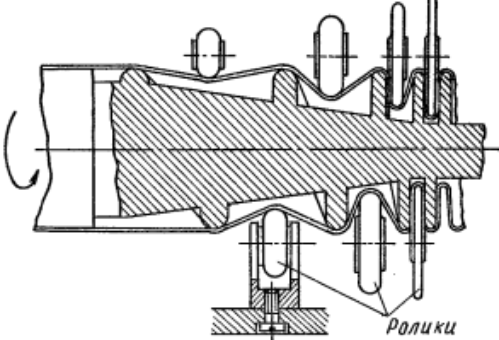 Рис. 248 Накатка гофрированных труб при помощи шнека и патрона с роликами |
Первый способ приводит к сильному утонению материала, а потому применяется только для накатки мелких резьб. Диаметр ролика может быть в два, три или четыре раза больше диаметра патрона, вследствие чего частота вращения ролика должна быть во столько же раз меньше, а резьба на ролике делается двух-, трех- или четы-рехзаходной, для того чтобы углы наклона винтовой линии остались одинаковыми. Для облегчения снятия детали патрон делается меньшего диаметра.
При втором способе метчик с надетой на него заготовкой имеет два движения вращательное и поступательное. Накатка осуществляется постепенно посредством вдавливания двух накатных роликов (рис. 247). Снятие детали происходит путем перемены вращения метчика с прямого на обратный ход и заторможения (свинчивания) детали.
По третьему способу накатка происходит при одинаковой частоте вращения шнека и патрона с роликами, вращаемых в одну сторону. Заготовка при этом не вращается, а имеет поступательное движение (на рис. 248 - слева направо), Заготовка Должна быть накатана полностью, иначе ее нельзя снять со шнека.
Закатка, соединительных швов применяется главным образом в жестяничном производстве и консервной промышленности для соединения двойным швом (в "замок") донышек и крышек с боковыми стенками сосудов, коробок и банок круглой, прямоугольной и овальной формы.
Нужна помощь на производстве?
Специалисты завода Сталь-Штамп готовы спроектировать штамп, выполнить его ремонт или провести профессиональную заточку инструмента.