
Холодное выдавлевание листового металла
Операции холодной объемной штамповки в настоящее издание справочника не включены. Все сведения и рекомендации по холодной объемной штамповке, содержащиеся в предыдущем издании справочника, остаются в силе.
В листовой штамповке холодное выдавливание является операцией по изготовлению полых тонкостенных деталей преимущественно из листовой заготовки в результате пластического истечения металла в зазор между пуансоном и матрицей.
Процесс холодного выдавливания заключается в следующем: заготовка, имеющая объем, равный объему детали с припуском на обрезку, помещается в гнездо матрицы; давлением пуансона металл приводится в весьма пластичное состояние и выдавливается в кольцевой зазор между пуансоном и матрицей. Применение холодного выдавливания в массовом производстве дает снижение трудоемкости в пять-десять раз и уменьшение стоимости инструмента в три раза.
В настоящее время холодным выдавливанием изготовляют детали из алюминия, меди, томпака, латуни и цинка (последний с нагревом до 200° С), а также из малоуглеродистой стали (меньшей высоты и большей толщины).
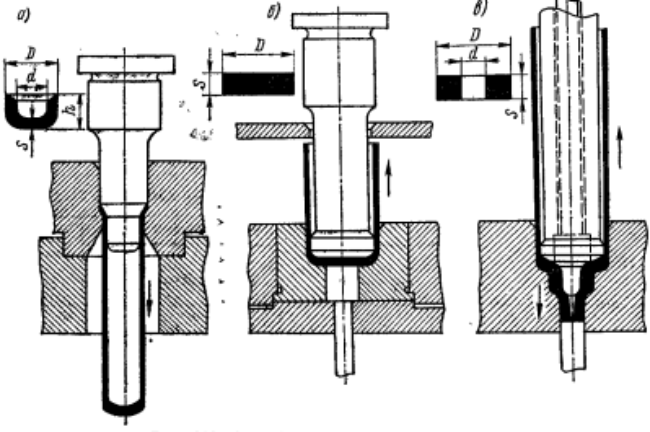
Рис. 202. Способы холодного выдавливания
Существуют три способа холодного выдавливания (рис. 202):
- прямой способ (рис. 202, а), когда течение металла направлено в сторону рабочего движения пуансона;
- обратный способ (рис. 202, б), когда течение металла идет в направлении, обратном рабочему ходу пуансона;
- комбинированный способ (рис. 202, в), представляющий сочетание прямого и обратного способов.
Прямым способом обычно изготовляют гильзы и трубки небольшого диаметра.
Для изготовления гильз с донышком прямым способом заготовка должна быть в виде диска или лучше в виде толстостенного колпачка. Оставшийся фланец обрезается в том же штампе под другим обрезным пуансоном, для чего применяют поворотные или передвижные пуансоны.
Прямой способ холодного выдавливания требует меньшего усилия пресса, так как обычно осуществляется при меньшей степени деформации, что позволяет работать с большим числом ходов пресса (до 90-120 ход/мин).
Отношение толщины стенок готовой детали к толщине заготовки составляет от 1:4 до 1:25, что дает степень деформации от 75 до 96%.
В табл. 115 приведены размеры и точность деталей, изготовляемых прямым способом холодного выдавливания.
Таблица 115. Размеры деталей, изготовляемых прямым способом холодного выдавливания
| Наименование | Размеры в зависимости от материала детали, мм | Точность изготовления, мм (±) | |
| Свинец, олово, цинк, алюминий | Дуралюмин, медь, латунь | ||
| Диаметр (цилиндрические детали) | От 3 до 100 | От 5 до 100 | От 0,03 до 0,05 |
| Сечение (прямо угольные детали) | От 2 X 4 до 100 X 80 | От 3 x 5 до 70 X80 | От 0,03 до 0,05 |
| Толщина стенок | От 0,05 до 0,1 и больше | От 0,3 до 1,0 (медь) От 0,5 и больше (латунь) | От 0,03 до 0,075 |
| Отношение длины детали к диаметру | От 5d до 60d | От 3d до 40d | От 1 до 5 |
| Толщина фланца | От 0,2 - 0,3 до 0,5 и больше | Равна толщине стенки и больше | От 0,1 до 1,0 мм |
Обратный способ холодного выдавливания применяется для изготовления цилиндрических и призматических полых изделий диаметром до 120 мм, с толщиной стенок от 1,5 до 0,08 мм и высотой до 300 мм при отношении высоты к диаметру 8:1.
В табл. 116 даны размеры и точность деталей, изготовляемых обратным способом холодного выдавливания.
116. Размеры деталей, изготовляемых обратным способом холодного выдавливания
| Наименование | Размеры в зависимости от материала детали, мм | Точность изготовления, мм (±) | |
| Свинец, олово, цинк, алюминий | Дуралюмин, медь, латунь | ||
| Диаметр (цилиндрические детали) | От 8 до 100-150 | От 10 до 50-70 | От 0,03 до 0,05 |
| Сечение (прямо угольные детали) | От 5 x 7 до 70 x 80 | От 6 x 9 до 20 x 40 | От 0,03 до 0,05 |
| Толщина стенок | От 0,08 до 0,23 и больше | От 0,5 до 1,0 (медь) От 1,0 и больше (латунь) | От 0,03 до 0,075 |
| Толщина основания | От 0,25-0,3 до 0,5 и больше | Равна толщине стенок и больше | От 0,10 до 0,2 |
| Отношение длины детали к диаметру | От 3:1 до 10:1 (свинец), 8:1 (алюминий) | От 3: 1 до 5: 1 | От 1 до 3 |
Комбинированный способ холодного выдавливания применяется для изготовления деталей более сложной формы, с фигурным дном, имеющих отростки, выступы и шипы, а также с дном, расположенным внутри гильзы.
 Рис. 203. Штамп для холодного выдавливания алюминиевых деталей обратным способом. |
 Рис. 204. Штамп для холодного выдавливания с движущейся матрицей и гидравлическим мультипликатором. |
На рис. 203 изображен штамп для холодного выдавливания обратным методом. Штамп имеет следующие особенности: пуансон (быстросменный) закрепляется при помощи цангового зажима; матрица сделана составной, с горизонтальной плоскостью разъема; съемник сделан подвижным пружинным для удобства съема высоких деталей (без увеличения длины пуансона). Составная матрица более стойка, ее более просто изготовить и термически обработать.
На рис. 204 приведен штамп, осуществляющий новый способ2 холодного выдавливания полых тонкостенных деталей с эффективными силами трения путем деформации сплошной заготовки между двумя пуансонами - неподвижным 1 и рабочим пуансоном 5 с истечением металла в кольцевой зазор между последним и стенками движущейся матрицы 2. В процессе выдавливания матрица перемещается в направлении течения металла со скоростью, превышающей скорость истечения в 1,2-1,3 раза. Таким образом, движущаяся матрица не только не оказывает сопротивления течению металла, но создает эффективные, положительно направленные силы трения, способствующие течению металла заготовки.
2 Авторы Ю. П. Можейко и Н. К. Ровенталь.
Штамп снабжен гидравлическим устройством, создающим рабочий ход поршня 6 и закрепленного в нем пуансона 5. Это устройство является своеобразным гидравлическим мультипликатором, увеличивающим рабочее усилие выдавливанием в 14 - 15 раз по сравнению с усилием пресса. Для этого усилие ползуна пресса передается двумя плунжерами 4 жидкости, находящейся в нижней части обоймы 3.
Давление жидкости действует на поверхность поршня 6 и создает рабочее усилие выдавливания во столько раз большее усилия, передаваемого ползуном пресса и плунжерами 4, во сколько раз площадь поршня больше торцовой поверхности плунжеров. В последнее время этот метод был развит и модифицирован рядом других исследователей.
Весьма эффективно применение холодного выдавливания для изготовления стальных деталей. Здесь также существуют три способа холодного выдавливания: обратный, прямой и комбинированный.
В табл. 117 приведена допустимая степень деформации при холодном выдавливании стальных деталей.
После каждой операции с большой степенью деформации производится отжиг в защитной атмосфере при 720° С, обкатка в барабане и фосфатирование заготовок с последующим их отмыливанием. Отжигу и фосфатированию подвергаются и исходные заготовки.
Таблица 117. Допустимая степень деформации при холодном выдавливании стальных деталей
| Допустимые деформации | Способы выдавливания | |||
| Обратный | Прямой | |||
| Значение показателя | Численная величина % | Значение показателя | Численная величина % | |
| Степень деформации поперечного сечения | E = (d2/D2)100* | 40 - 70 | E = (1 - d2/D2)100 | 50 - 90 |
| Относительное уменьшения толщины стенки полой заготовки | - | - | εS = (S0 - S)/S0 100 | 50 - 75 |
| Относительное уменьшение диаметра полой заготовки | - | - | εS = (d0 - d)/d0 100 | 10 - 28 |
*Диаметр заготовки равен наружному диаметру детали D. В соответствия с размерами деталей допустимы деформации ниже приведенных в таблице
Холодное выдавливание стальных деталей рассмотрено в справочнике по холодной объемной штамповке.
За последние годы освоены новые процессы холодного выдавливании стальных деталей. К ним относится способ холодного выдавливания стальных деталей с отверстиями из сварных кольцевых заготовок, изготовляемых на сварочном автомате.
На рис. 205, а показаны заготовки, на рис. 205, б - готовые детали.
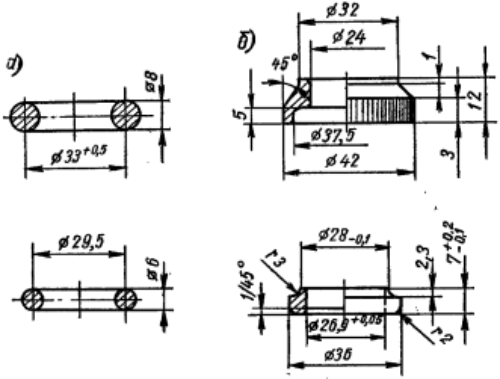
Рис. 205. Стальные детали, полученные холодным выдавливанием на сварных кольцевых заготовок
Кольцевые заготовки после гибки и сварки с удалением грата подвергаются нормализации или низкому отжигу, травлению, фосфатированию и смазке. Этот способ дает экономию металла на 80-90% и экономию по заработной плате в размере 30-40% по сравнению с обработкой резанием.
В СССР и ЧССР освоен весьма интересный способ безотходного изготовления состыкованных шайб из проволочной заготовки. Эти шайбы отличаются от обычных 4 см, что имеют стык в поперечном сечении. Установлена полная эксплуатационная пригодность шайб и на них были разработаны специальные стандарты. Преимущества шайб нового типа заключаются в громадной экономии материала - 96% использования металла вместо 38% при вырубке из полосы. Для массового производства шайб создан специальный автомат ТНР183 (рис. 206).
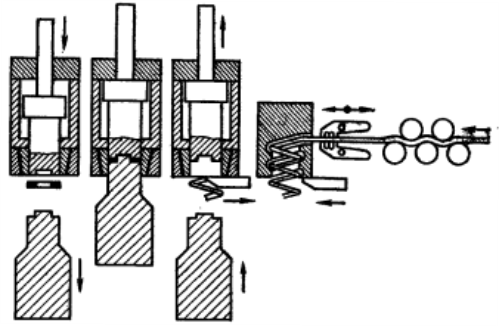
Рис. 206. Схема работы автомата для изготовления шайб из проволоки
Производительность автомата до 250 шт/мин. Материалом для изготовления является отожженная и калиброванная проволока прочностью σв < 50 кгс/мм2.
В настоящее время существуют различные формулы для определения усилий колодного выдавливания. Приводим приближенную формулу Говарда, пересчитанную на метрические меры:
, где р - давление выдавливания, кгс/мм2;
F0 и F - площади поперечного сечения заготовки и изделии;
В и С -опытные коэффициенты (табл. 118).
Таблица 118. Значения опытных коэффициентов
| Марка стали | Содержание углерода, % | Коэффициенты, кгс/мм2 | |
| В | С | ||
| 10 | 0,1 | 22 | 63 |
| 20 | 0,2 | 23 | 71 |
| 30 | 0,3 | 25 | 80 |
Усилие выдавливания:
, где Fп - площадь поперечного сечения пуансона, мм2.
Усилие на установившейся стадии обратного выдавливания можно определить по другой приближенной формуле:
, где F - площадь поперечного сечения заготовки;
Fп - площадь поперечного сечения пуансона;
kс - коэффициент, имеющий следующие значения: для алюминий kc = 3,5/4, для меди, латуни и малоуглеродистой стали kc = 2,5/3,
Приведенные формулы не учитывают всех параметров процесса, влияющих на требуемое усилие вдавливании (геометрии инструментов, скорости деформирования, рода смазки и др.).
На практике требуемое давление пресса подсчитывают по упрощенной формуле:
, где q - приближенное значение давления (табл. 119).
Таблица 119. Приближенное значение давления (кгс/мм2) для холодного выдавливания.
| Материал | Прямой способ | Обратный способ |
| Алюминий | 40 - 70 | 80 - 120 |
| Медь | 60 - 100 | 150 - 200 |
| Латунь Л68 | 80 - 150 | 180 - 250 |
| Стали 10,15 | 100 - 180 | 200 - 300 |
Сопротивление деформации или давление при холодном выдавливании в значительной мере зависит от степени деформации.
Кривошипные прессы пригодны для холодного выдавливания, если величина рабочего хода (глубина вдавливания пуансона), не превышает 5 мм. Рекомендуется выбивать эти прессы с номинальным усилием в 1,5-2 раза больше расчетного.
К заготовкам для холодного выдавливания цветных металлов предъявляются повышенные требования:
- требуется чистота химического состава и однородность структуры материала заготовки. Для алюминия рекомендуются марки А0, А1, твердостью до НВ 25;
- желательна гладкая поверхность среза вырезанной заготовки, заусенцы недопустимы.
Для обеспечения первого требования вырубленные заготовки обычно подвергают отжигу (с травлением, промывкой и сушкой). Для получения гладкой поверхности среза вырубка производится штампом со снятой фаской на режущих кромках матрицы, а также рекомендуется вырезка заготовок пуансоном, размеры которого больше размеров матрицы. В производстве зарекомендовал себя трехрядный вырезной штамп, у которого пуансоны на 0,4-0,6 мм больше отверстия матрицы, вследствие чего вырезка происходит без захода пуансонов в матрицу. Остающаяся соединительная перемычка настолько слаба, что отламывается при ручной подаче полосы. При этом способе поверхность среза соответствует 5-6-му классу по ГОСТ 2789-73.
Для удаления заусенцев и очистки поверхности заготовки обкатывают в барабане с древесными опилками, смоченными бензином. После просеивания опилок заготовки промываются в бензине или бензоле.
Для получения деталей с шероховатостью поверхности, равной 8-му классу, заготовки перед штамповкой необходимо равномерно смазывать погружением в смазку особого состава.
Холодное выдавливание алюминиевых парфюмерных тюбиков производится из шестигранных заготовок, вырубаемых шестирядным штампом при безотходном раскрое полосы. В данном случае после вырубки заготовки подвергаются отжигу при 520-560°С, травлению в кальцинированной соде, промывке, сушке и обкатке в барабане с кашалотовым жиром.
Фирма "Герлан" (ФРГ), выпускающая прессы для холодного выдавливания, применяет в качестве смазки алюминиевых заготовок цинковую пудру.
Толщина заготовки находится по формуле:
, где V - объем детали с припусками на обрезку; F0 - площадь заготовки.
Припуск на обрезку неровных кромок принимают равным:
, где h - высота детали по чертежу, причем наименьшее значение коэффициента берут для сравнительно низких, а наибольшее - для сравнительно высоких деталей.
Решающее значение для холодного выдавливания имеет выбор наилучшего типа смазки, выдерживающей высокие рабочие давления и не теряющей вязкости при нагреве.
Практически применяются следующие типы смазок при холодном выдавливании:
- для алюминия - 20-процентный раствор животного жира в бензоле или смесь цилиндрового масла с воском в пропорции 1:1 (расход 300 г на 15-16 м2); кусковой кашалотовый жир;
- для меди и латуни - животные жиры или графитная смазка в составе: пять частей отмученного графита и две части машинного масла (при 200° С);
- для цинка - животные жиры, ланолин и тальк;
- для стали - фосфатирование поверхности погружением заготовок в кислые фосфатные растворы с последующим пропитыванием мыльной эмульсией.
Заготовки смазываются двумя способами: путем погружения в баки или во вращающиеся барабаны. Слой смазки должен быть равномерным. При наличии частичных несмазанных мест заготовки неизбежен брак в виде обрывов и перекосов стенок.
Нужна помощь на производстве?
Специалисты завода Сталь-Штамп готовы спроектировать штамп, выполнить его ремонт или провести профессиональную заточку инструмента.