
Процесс гибки листового металла
Гибка листового металла осуществляется в результате упругопластической деформации, протекающей различно с каждой из сторон изгибаемой заготовки.
Слои металла внутри угла изгиба (со стороны пуансона) сжимаются и укорачиваются в продольном и растягиваются в поперечном направлении. Наружные слои (со стороны матрицы) растягиваются и удлиняются в продольном и сжимаются в поперечном направлении. Между удлиненными и укороченными слоями (волокнами) находится нейтральный слой, длина которого равна первоначальной длине заготовки. При гибке узких полос происходит сильное искажение поперечного сечения, заключающееся в уменьшении толщины в месте изгиба, уширении внутри угла с образованием поперечной кривизны и сужении с наружной стороны (рис.49).
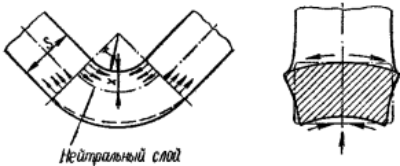 Рис.49. Схема процесса гибки |
В результате утонения материала и искажения формы поперечного сечения нейтральный слой в месте изгиба не проходит посередине сечения, а смещается в сторону малого радиуса. При гибке широких полос и листов также происходит утонение материала, но почти без искажения поперечного сечения, так как деформации в поперечном направлении противодействует сопротивление материала большой ширины. Лишь по краям широких полос происходит деформация, аналогичная поперечной деформации узких полос.
В большинстве случаев гибка происходит при большой величине деформаций, когда в металле кроме продольных растягивающих и сжимающих напряжений образуются радиальные напряжения сжатия, которые возникают в результате давления крайних слоев металла на внутренние и достигают наибольшей величины у нейтрального слоя.
На рис.50 приведены схемы напряженно-деформированного состояния при изгибе. При изгибе узких заготовок (рис.50,а) деформированное состояние — объемное, так как поперечное сечение образца деформируется во всех трех направлениях.
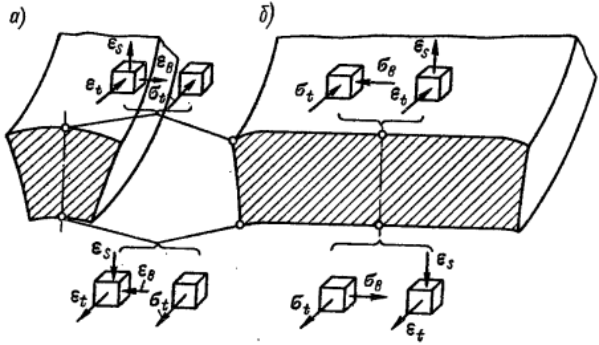
Рис.50. Схемы напряженно-деформированного состояния при изгибе:
σ — напряжение; ε — деформации
По мере увеличения ширины изгибаемой заготовки поперечная деформация постепенно уменьшается и становится весьма малой в результате значительного сопротивления, оказываемого большой шириной заготовки (рис.50,б).
С целью упрощения при изгибе широких заготовок деформацией боковых поверхностей можно пренебречь и рассматривать деформацию всего сечения как деформацию сдвига.
Следует отличать гибку с малым радиусом закругления при большой степени пластической деформации от гибки с большим радиусом закругления при небольшой степени пластической деформации.
При гибке с малыми радиусами закруглений напряжения и деформации не сосредотачиваются под ребром пуансона, а распространяются на значительную длину заготовки между опорами. В результате этого заготовка получает изгиб по параболической кривой, с постепенно увеличивающейся кривизной и уменьшением плеча изгиба.
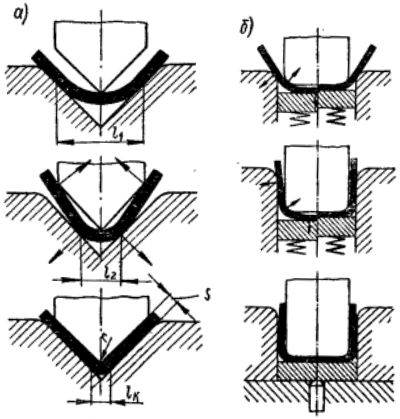 Рис.51. Последовательность процесса гибки: а — одноугловая; б — двухугловая гибка |
Последовательность процесса угловой гибки приведена на рис.51. На всем протяжении процесса гибки заготовка имеет внутреннее закругление, которое больше радиуса пуансона, причем при гибке происходит постепенное уменьшение радиуса кривизны и плеча изгиба (l1, l2, lk). Заготовка постепенно уменьшающимся закруглением прилегает в двух точках к стенкам матрицы и с некоторого момента оказывается прижатой к пуансону в трех точках. Только в конце хода, при калибрующем глухом ударе, заготовка прилегает к пуансону.
Опытами автора установлено, что полного прилегания заготовки к пуансону и в конце хода не получается, а между ними по оси пуансона остается зазор.
На рис.51,б приведена последовательность процесса двухугловой гибки скобы. Этот случай гибки значительно отличается от рассмотренного не только тем, что он требует обязательного применения прижима, но и иной величиной изгибающего момента, так как в данном случае изгиб происходит с малым расстоянием между опорами. Большое значение имеет усилие прижима. В левой части верхних схем показана последовательность гибки при недостаточной силе прижима, в результате чего деталь получается некачественной — недоштампованной. В правой части схем показана последовательность гибки при достаточно большой силе прижима, обеспечивающей полный загиб полок при плоском дне.
На нижней схеме (рис.51,б) приведен более надежный способ гибки деталей средней толщины с глухим калибрующим ударом в нижнем положении. Однако он требует применения материала с небольшим отклонением по толщине и запаса мощности пресса, во избежание заклинивания в нижней мертвой точке.
На рис.52 приведены диаграммы зависимости усилий гибки от глубины продвижения пуансона h для рассмотренных случаев гибки: угловой (рис.52,а) и двухугловой (рис.52,б). По мере увеличения глубины h можно выделить три участка: I — упругого изгиба; II—пластического изгиба и III—участок калибровки, когда усилие резко возрастает.
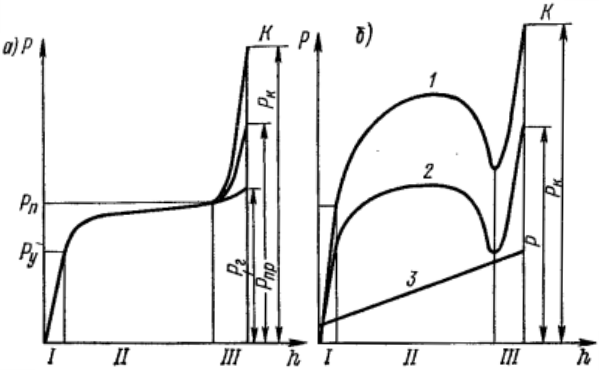
Рис.52. Диаграммы усилия гибки:
Рг — усилие гибки, Рпр — усилие с прижимом в конце хода,
Ру — упругий изгиб, Рп — усилие пластического изгиба
Угловая гибка обычно производится с калибровкой материала, для чего требуется усилие Рк. Эта величина, равно как и положение точки К на кривой, не поддается теоретическому расчету и устанавливается экспериментально (см. ниже).
На рис.52,б приведены две кривые изменения усилия: 1 — для двухугловой гибки скобы с прижимом и калибровкой (Рк). Снижение усилия в конце пластического изгиба вызывается небольшим перемещением вниз загнутой скобы перед калибрующим ударом; 2 — для двухугловой гибки без прижима, но с калибровкой в конце хода (Р). Прямая 3 соответствует усилию прижима, возрастающему по мере сжатия буфера.
Гибка без прижима применяется лишь для деталей невысокой точности (7-й класс), так как допускает смещение заготовки при гибке. Гибка с прижимом применяется для деталей повышенной точности (5-й класс), так как не допускает смещения заготовки в процессе гибки.
Более высокая точность при гибке (3—4-й класс) достигается применением технологических баз и дополнительной фиксацией заготовки, а также за счет введения дополнительной калибровки.
Наряду с простыми гнутыми деталями типа угольника или скобы на производстве применяется большое количество сложно изогнутых деталей разнообразной формы, имеющих отверстия, пазы, отбортовки и т.п.
В мелкосерийном производстве их изготовляют за несколько отдельных операций на простых штампах. В крупносерийном и массовом производстве обычно применяют конструктивно сложные комбинированные гибочные штампы.
Гибка полиуретаном имеет свои технологические особенности. Они рассмотрены в пятом разделе.
Кроме способов гибки в штампах, на производстве применяется ряд других способов гибки листового металла, выполняемых на специальном оборудовании.
Нужна помощь на производстве?
Специалисты завода Сталь-Штамп готовы спроектировать штамп, выполнить его ремонт или провести профессиональную заточку инструмента.