
Определение усилий вытяжки и прижима
Усилие вытяжки изменяется на протяжении рабочего хода пуансона, достигая максимума при глубине h = (0,4 /0,6) Н, где Н - полная глубина вытяжки [183].
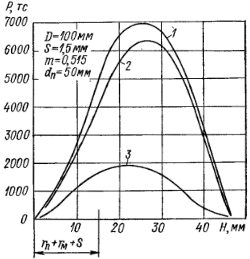 Рис.149. Экспериментальные кривые усилия вытяжки |
На рис. 149 приведены три экспериментальные кривые изменения усилия вытяжки, кривая 1 - для стали 08, кривая 2 - для латуни Л62, кривая 3 - для алюминия, полученные при одинаковых размерах заготовки и одинаковом коэффициенте вытяжки. На той же диаграмме указано положение теоретического максимума.
Несовпадение максимума теоретических кривых с экспериментальными объясняется тем, что в теоретических исследованиях не учитывалась начальная стадия глубокой вытяжки и возникающие в ней напряжения [117]. Тем самым предполагалось, что сразу с момента приложения тянущего усилия начинается пластическая деформация фланца заготовки, чего нет в действительности (см. рис. 80).
Теоретическим исследованиим процесса вытяжки посвящен ряд работ советских и зарубежных авторов. Наиболее глубокий анализ процесса вытяжки дан в работах Е. А. Попова [95] и А. А. Шофмана [183]
На практике получили применение инженерные формулы для определения усилия вытяжки, которые исходят из известного положения, что допустимые напряжения в опасном, сечении должны быть меньше разрушающих, а следовательно, наибольшее усилие предельно возможной вытяжки должно быть несколько меньше усилия, необходимого для разрыва боковых стенок изделия около дна (в опасном сечении),
, где L - длина периметра изделия (по среднему диаметру);
σр = σв (1 + δВ) - разрушающее напряжение в опасном сечении, равное для стали 10 1,2σв.
Фактическая-величина напряжений в опасном сечении, а следовательно, и усилие вытяжки зависит от сопротивления металла деформированию, степени деформации или коэффициента вытяжки, относительной толщины заготовки, относительного радиуса закругления матрицы и пуансона, показателя анизотропии.
Принимая наибольшее допустимое напряжение в опасном сечении σр = (1,1/1,2)σв и используя производственные и экспериментальные данные, автор предложил для определения усилий вытяжки изделий различной геометрической формы практические формулы и коэффициенты к ним, учитывающие зависимость усилия от степени вытяжки и от относительной толщины заготовки (табл. 72-77).
| Типы вытягиваемых изделий | Операции вытяжки | Формулы | Таблицы коэффициентов |
| Цилиндрические без фланца | Первая. Вторая и последую щие | P = π d1 Sσв k1 P = π d2 Sσв k2 | 73 74 |
| Цилиндрические с широким фланцем | Первая | P = π d1 Sσв kф | 75 |
| Конические и сферические с фланцем | Первая | P = π dк Sσв kф | 75 |
| Овальные коробки | Первая. Вторая и последующие | P = π dср 1 Sσв k1 P = π dср2 Sσв k2 | 73 74 |
| Низкие прямоугольные коробки (вытяжка в одну операцию) | - | P = (2A + 2B - 1,72r) Sσв kи | 76 |
| Высокие квадратные коробки (многооперационная вытяжка) | Первая и вторая. Последняя | как для цилиндрических изделий P = (4B - 1,72 r) Sσв kв | 73 и 74 |
| Высокие прямоугольные коробки (многооперационная вытяжка) | Первая и вторая. Последняя | как для овальных коробок P = (2A + 2B - 1,72 r) Sσв kв | 73 и 74 75 |
| Вытяжка с утонением стенок (цилиндрические детали) | Вторая и последующие | P = π dп (Sn -1 - Sn) σв kу | - |
Обозначения:
Р - усилие вытяжки, кгс;
d1 и d2 -диаметры цилиндрической детали на первой и второй операциях, считая по средней линии (d = dM - S ), мм;
dK - меньший диаметр конической детали и 0,5 диаметра сферической детали, мм;
dcp 1 и dc p 2 - средний диаметр овальных деталей после первой и второй вытяжки, мм;
dП - наружный диаметр детали после n -й операции вытяжки, мм;
А и В - длина и ширина прямоугольной коробки, мм;
r - радиус углового закругления коробки, мм;
S - толщина материала, мм;
Sn -1, Sn - толщина стенки (мм) после n -1 и n -й операций вытяжки;
k1 k2, kф, kи, kв - коэффициенты, находимые пo таблицам, приведенным ниже;
kv - коэффициент, равный для латуни 1,6-1,8, для стали 1,8-2,25.
| Относительная толщина заготовки (S/D)100 | Относительный диаметр заготовки D/S | Значение k1 при коэффициентах первой вытяжки mi | ||||||||
| 0,45 | 0,48 | 0,50 | 0,52 | 0.55 | 0,60 | 0,65 | 0,70 | 0,75 | ||
| 5,0 2,0 | 20 50 | 0,95 1,10 | 0,85 1,00 | 0,75 0,90 | 0,65 0,80 | 0,60 0,75 | 0,50 0,60 | 0,43 0,50 | 0,35 0,42 | 0,30 0,35 |
| 1,2 | 83 | - | 1,10 | 1,00 | 0,90 | 0,80 | 0,68 | 0,56 | 0,47 | 0,37 |
| 0,8 | 125 | - | - | 1,10 | 1,00 | 0,90 | 0,75 | 0,60 | 0,50 | 0,40 |
| 0,5 | 200 | - | - | - | 1,10 | 1,00 | 0,82 | 0,67 | 0,55 | 0,45 |
| 0,2 | 500 | (Область обрывов) | - | - | 1,10 | 0,90 | 0,75 | 0,60 | 0,50 | |
| 0,1 | 1000 | - | - | - | 1,10 | 0,90 | 0,75 | 0,60 | ||
Примечание. При малых радиусах закруглений [r = (4/6)S] коэффициент k1 берется на 5% больше указанного, а область обрывов несколько увеличивается.
Коэффициент k1 представляет собой отношение k1 = σr/σв, где σ r - радиальное напряжение вытяжки в зависимости σ от т и (S/D) 100.
| Относительная толщина заготовки (S/D)100 | Относительная толщина наибольшей первой вытяжки (S/d1)100 | Значение k2 при коэффициентах второй вытяжки | ||||||||
| 0,70 | 0,72 | 0,75 | 0,78 | 0,80 | 0,82 | 0,85 | 0,88 | 0,90 | ||
| 5,0 | 11,00 | 0,85 | 0,70 | 0,60 | 0,50 | 0,42 | 0,32 | 0,28 | 0,20 | 0,15 |
| 2,0 | 4,00 | 1,10 | 0,90 | 0,75 | 0,60 | 0,52 | 0,42 | 0,32 | 0,25 | 0,20 |
| 1,2 | 2,50 | - | 1,10 | 0,90 | 0,75 | 0,62 | 0,52 | 0,42 | 0,30 | 0,26 |
| 0,8 | 1,50 | - | - | 1,00 | 0,82 | 0,70 | 0,57 | 0,46 | 0,35 | 0,27 |
| 0,5 | 0,90 | - | - | 1,10 | 0,90 | 0,76 | 0,63 | 0,50 | 0,40 | 0,30 |
| 0,2 | 0,30 | (Область обрывов) | - | 1,00 | 0,85 | 0,70 | 0,56 | 0,44 | 0,33 | |
| 0,1 | 0,15 | - | 1,10 | 1,00 | 0,82 | 0,68 | 0,55 | 0,40 | ||
Примечание. При малых радиусах закруглений коэффициенты k2 берутся на 5% больше указанных, а область обрывов увеличивается.
Коэффициенты для последующих (3, 4, 5-й) вытяжек находятся по этой же таблице для соответствующих тn и S/d, но берутся больше или меньше найденного значения:
1.) при вытяжке без промежуточных отжигов берется большее (ближайшее нижнее) значение коэффициента kn,
2.) при вытяжке с промежуточными отжигами берется меньшее (ближайшее верхнее) значение коэффициента kn.
Если первая вытяжка меньше предельно допустимой и получена при повышенных: коэффициентах т1, то при том же значении ( S / D ) 100 относительные толщины ( S / d1 ) 100 будут меньше приведенных в таблице.
| Отношение dф/d | Значение kф при коэффициентах первой вытяжки m1 = d1/D | ||||||||||
| 0,35 | 0,38 | 0,40 | 0,42 | 0,45 | 0,50 | 0,55 | 0,60 | 0,65 | 0,70 | 0,75 | |
| 3,0 | 1,0 | 0,9 | 0,83 | 0,75 | 0,68 | 0,56 | 0,45 | 0,37 | 0,30 | 0,23 | 0,18 |
| 2,8 | 1,10 | 1,0 | 0,90 | 0,83 | 0,75 | 0,62 | 0,50 | 0,42 | 0,34 | 0,26 | 0,20 |
| 2,5 | - | 1,10 | 1,00 | 0,90 | 0,82 | 0,70 | 0,56 | 0,46 | 0,37 | 0,30 | 0,22 |
| 2,2 | - | - | 1,10 | 1,00 | 0,90 | 0,77 | 0,64 | 0,52 | 0,42 | 0,33 | 0,25 |
| 2,0 | - | - | - | 1,10 | 1,00 | 0,85 | 0,70 | 0,58 | 0,47 | 0,37 | 0,28 |
| 1,8 | - | - | - | - | 1,10 | 0,95 | 0,80 | 0,65 | 0,53 | 0,43 | 0,33 |
| 1,5 | (Область обрывов) | - | - | - | 1,10 | 0,90 | 0,75 | 0,62 | 0,50 | 0,40 | |
| 1,3 | - | - | - | - | 1,00 | 0,85 | 0,70 | 0,56 | 0,45 | ||
Примечание. Эти же коэффициенты могут быть применены для конических и сферических деталей с фланцем при вытяжке в штампах без вытяжного ребра. При вытяжке тех же деталей в штампах с вытяжным ребром (буртом) значение коэффициента kф увеличивается на 10-20%, а область обрывов соответственно возрастает.
| Относительная высота коробок h/B при относительной толщине заготовки(S/D)100 | Значение коэффициентов kИ про относительном радиусе угловых закруглений r/В | |||||||
| 2,0-1,5 | 1,5-1,0 | 1.0-0,5 | 0,5-0,2 | 0,3 | 0,2 | 0,15 | 0,10 | 0,05 |
| 1,20 | 1,10 | 1,00 | 0,90 | 0,8 | - | - | - | - |
| 1,00 | 0,95 | 0,90 | 0,85 | 0,7 | 0,8 | - | - | - |
| 0,90 | 0,85 | 0,76 | 0,70 | 0,6 | 0,7 | 0,8 | - | - |
| 0,75 | 0,70 | 0,65 | 0,60 | 0,5 | 0,6 | 0,7 | 0,8 | - |
| 0,60 | 0,55 | 0,50 | 0,45 | 0,4 | 0,5 | 0,6 | 0,7 | 0,8 |
| 0,40 | 0,35 | 0,30 | 0,25 | 0,3 | 0,4 | 0,5 | 0,6 | 0,7 |
Примечание. По заданной высоте коробки h/B и относительной толщине заготовки по известному относительному радиусу r/В находят в правой части таблицы коэффициент kИ. Относительная высота коробок h/B дана для сталей 08-15, для других материалов применять поправки в ту или другую сторону в соответствии с большей или меньшей пластичностью металла.
| Относительная толщина заготовки, % | Значение коэффициентов kв при относительном радиусе угловых закруглений r/В | ||||||
| S/D | S/d1 | S/d2 | 0,30 | 0,20 | 0,15 | 0,1 | 0,05 |
| 2,0 1,2 0,8 0,5 |
4,0 2,5 1,5 0,9 |
5,5 3,0 2,0 1,1 |
0,40 0,50 0,55 0,60 |
0,50 0,60 0,65 0,75 |
0,60 0,75 0,80 0,90 |
0,70 0,80 0,90 1,00 |
0,80 1,00 1,10 - |
Примечание. Для прямоугольных коробок d1 и d2, берутся равными меньшему диаметру овала первой и второй вытяжек. Если первые вытяжки меньше предельно допустимой величины, то значения S/d1 и S/d2 будут меньше приведенных в таблице. Для других материалов применять поправки соответственно изменению пластичности металла (увеличить при уменьшении пластичности).
Определение давления прижима имеет в основном расчетное и конструктивное значение для нахождения полного усилия расчета вытяжки, буфера, пружин и т.д. На практике необходимое давление прижима устанавливается по отсутствию складкообразования и разрывов металла.
При вытяжке цилиндрических деталей на прессах двойного действия с жестким прижимом важна не величина давлении, а установление минимально необходимого для данной толщины листа зазора между матрицей и прижимом, не защемляющего заготовку, но препятствующего образованию складок.
Расчетное усилие прижима находится по следующим формулам:
- усилие прижима для вытяжки деталей любой формы (в общем виде) Q = Fq, усилие прижима для первой вытяжки цилиндрических деталей (из плоской заготовки):
- усилие прижима для последующих вытяжек цилиндрических деталей (из пустотелых заготовок):
Здесь F - площадь заготовки под прижимом, мм2,
q - давление прижима, кгс/мм2,
d1...dn - диаметры вытяжки (матрицы) на первой и n-й операциях, мм;
rм - радиус закругления вытяжной кромки матрицы, мм.
Среднее давление прижима q (кгс/мм2) указано ниже. Приведенные, опытные данные являются приближенными, так как не учитывают степени вытяжки и относительной толщины заготовки.
| Для стали мягкой при S < 0,5мм | 0,20 - 0,30 |
| Для стали мягкой при S > 0,5 мм | 0,15 - 0,25 |
| Для латуни | 0,10 - 0,20 |
Более точная зависимость, учитывающая указанные факторы для мягкой стали, определяется по формуле:
Так, например, при вытяжке с коэффициентом m = 0,6 из заготовки относительной толщины (S/D) 100 = 2 давление прижима q = 0,05 кгс/мм2, а при применении конической матрицы вытяжка может быть выполнена и без прижима, т.е. при q = 0. При том же коэффициенте вытяжки m = 0,6, но при относительной толщине материала (S/D) 100 = 0,3 давление прижима составляет q = 0,30 кгс/мм2, а при (S/D) 100 = 2давление увеличивается до q = 0,46 кгс/мм2.
Значения близкие к рассчитанным по формуле дает номограмма, приведенная на рис.150. Давление прижима, находимое по номограмме, определяется теми же параметрами.
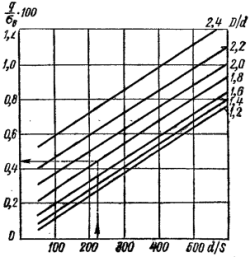 Рис. 150. Номограмма для определения давления прижима в зависимости от d/S и D/d (для стали 10) |
Полное усилие вытяжки для прессов простого действия равно:
,где Рр - расчетное усилие вытяжки;
Q - усилие прижима (буфера).
У крупных вытяжных прессов двойного действия усилие прижима обычно составляет 0,5-0,6 номинального усилия пресса (на вытяжном ползуне). При применении пневматических или гидропневматических буферных устройств на прессах простого действия усилие прижима обычно не превышает 25% от номинального усилия пресса.
Усилие прижима на второй операции вытяжки в шесть раз меньше, чем на первой операции, что вполне естественно.
Нужна помощь на производстве?
Специалисты завода Сталь-Штамп готовы спроектировать штамп, выполнить его ремонт или провести профессиональную заточку инструмента.