
Зачистная штамповка
Зачистная штамповка применяется для чистовой обрезки по контуру предварительно вырезанных или пробитых деталей с целью удаления шероховатой поверхности среза и получения точных размеров, острых кромок и гладкой поверхности среза. Этот способ позволяет получать детали небольших размеров с точностью, соответствующей 2—4-му классу по ГОСТу.
Основным способом зачистной штамповки является зачистка наружного контура или отверстия срезанием предусмотренного припуска. Кроме того, применяют комбинированные способы: вырубку с одновременной зачисткой в штампах со сдвоенной матрицей, а также пробивку отверстий одновременно с зачисткой ступенчатым пуансоном.
Достигаемая при зачистке шероховатость поверхности обычно соответствует 7-му классу, а при зачистке деталей из пластичных цветных металлов и сплавов — 8-му классу шероховатости. Однако в большинстве случаев на верхней кромке детали образуется небольшой скол, которого нет при чистовой вырубке.
Зачистка наружного контура срезанием припуска широко применяется в производстве часов и других изделий точной механики, имеющих обычно весьма сложную конфигурацию. Получаемая при этом точность соответствует 3-му или даже 2-му классу точности.
Процесс зачистки заключается в срезании небольшой стружки по контуру детали или отверстия. Зачистка производится в том же направлении, что и вырезка, т.е. при зачистке по наружному контуру заготовка укладывается на матрицу закругленной стороной вниз, а при зачистке отверстий — закругленными кромками вверх, так как при этом сечение стружки к концу процесса становится меньше. При обратном расположении заготовки в конце зачистки на деталях образуется скол значительной величины.
По технологии зачистки существуют различные рекомендации. Так, в часовой промышленности зачистка производится при повышенном припуске на зачистку, в соответствии с которым производится технологический расчет размеров вырубаемой заготовки. Это объясняется весьма малыми размерами деталей и погрешностью при установке заготовки в гнездо фиксатора штампа.
По опыту зарубежной промышленности припуск на зачистку может быть взят меньшей величины [214].
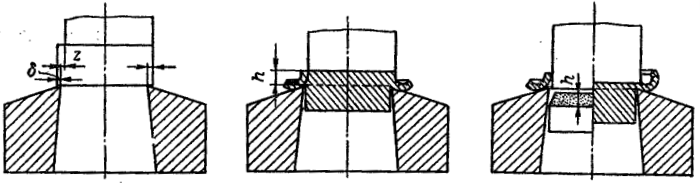
Рис.36. Последовательность снятия стружки при зачистке с зазором и без него
При зачистке небольших деталей, удаляемых „на провал" через отверстие матрицы, обычно применяется старый способ зачистки с зазором между пуансоном и матрицей. Новый способ заключается в зачистке пуансоном, превышающим размеры матрицы. На рис.36 приведена последовательность снятия стружки по старому (слева) и новому (справа) способам при одной и той же величине припуска δ, Заготовка взята с равномерным припуском по всей высоте.
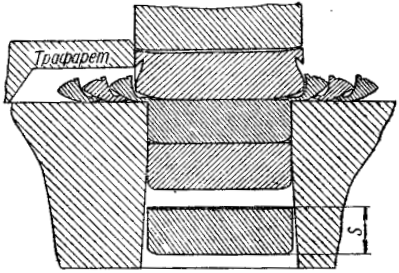 Рис.37. Схема зачистки пуансоном, большим матрицы |
По старому способу еще до конца зачистки оставшаяся часть стружки отламывается, образуя скол высотой h на верхнем краю заготовки. По новому способу такого скола не образуется, так как стружка упирается в торцовую поверхность пуансона. Стружка отделяется полностью от детали давлением следующей заготовки (рис.37). При этом целесообразно применять заготовки, вырубленные с малым зазором между пуансоном и матрицей (с двойным срезом), так как они позволяют более точную фиксацию в зачистном штампе. Преимущества этого способа зачистки заключаются в том, что пуансон, имеющий большие размеры, чем матрица, не доходит до ее поверхности, расплющивая часть срезанного припуска в тонкую пленку. Следовательно, в данном случае не требуется точного изготовления и пригонки пуансона по матрице, что значительно снижает стоимость зачистного штампа.
При толщине материала до 3—4 мм обычно применяется одна зачистка, а при повышенных требованиях к шероховатости поверхности или более толстых материалах — две зачистки, так как при неоднократной зачистке в конце процесса происходит не срез, а скалывание последнего элемента стружки.
Проведенные исследования показали, что режущие кромки матрицы следует закруглять радиусом r = 0,1 мм или заваливать на конус, как у обжимных матриц. Это повышает шероховатость поверхности зачищаемой детали. С той же целью необходимо применять смазку зачищаемых деталей. В качестве смазки может быть рекомендовано масло редукторное Б-ЗВ, активизированное серой.
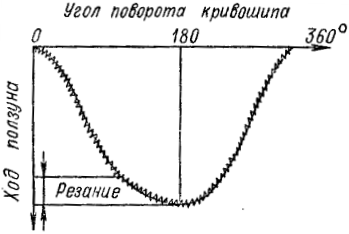 Рис.38. Движение наружного ползуна и вибрации внутреннего ползуна пресса |
Более высокое качество зачищаемой поверхности с ничтожным сколом последнего элемента стружки достигается зачисткой на специальных вибрационных (репассажных) прессах. У этих прессов во время рабочего хода ползуна зачистной пуансон от второго электромотора совершает колебательные толчковые движении, которыми как бы „сбривает" стружку. Частота колебаний 800—1500 в минуту, амплитуда каждого колебания от 0,3 до 0,6 мм. На рис.38 приведена диаграмма пути наружного ползуна и вибрационного движения внутреннего ползуна пресса. При этом способе зачистки пуансон [не доходит до поверхности матрицы на 0,05— 0,1 мм, а зачищаемая деталь проталкивается через матрицу следующей деталью.
Пуансон не пригоняется к матрице, благодаря чему при этом способе зачистки штампы стоят значительно дешевле. Шероховатость поверхности при вибрационной зачистке достигает 8-го класса по ГОСТу. Таким образом, вибрационная зачистка дает более высокое качество поверхности, чем две операции обычной зачистки.
Качество зачищаемой поверхности в значительной степени зависит от толщины срезаемого слоя или припуска на зачистку. Чем меньше толщина срезаемого слоя, тем выше качество зачистки.
В настоящее время существуют два способа определения припуска на зачистку.
Первый способ основан на вырубке детали с большим зазором [z/2 = (6/8%) S] и получении конического скола на боковой поверхности. Кроме подлежащего удалению конического скола дается особый припуск на зачистку. В результате суммарный припуск на зачистку (толщина срезаемого слоя) получается несколько завышенным δ/2 ≥ 0,1S, что приводит к образованию скола при зачистке.
Второй способ основан на максимальном уменьшении припуска на зачистку, для чего вырубка производится с малым зазором [z/2 = (2/4%) S], а боковая поверхность заготовки получается с надрывом и второй зоной резания. Это позволяет более надежно и точно фиксировать заготовки в трафарете; кроме того, толщина срезаемого слоя уменьшается до δ/2 < 0,08S, что облегчает процесс зачистки и улучшает качество поверхности.
Каждый из указанных способов может иметь преимущество в различных случаях в зависимости от размеров детали, типа зачистного штампа и способа подачи и фиксации заготовки.
При зачистке деталей средних размеров в совмещенных зачистных штампах с прижимом и надежной фиксацией следует применять малый припуск на зачистку и малые зазоры при вырубке. При зачистке весьма мелких деталей в штампах с подвижным загрузочным устройством, не дающим надежной фиксации детали, следует применять увеличенные припуски на зачистку и большие зазоры при вырубке.
| Толщина материала, мм | Латунь, мягкая сталь | Сталь средней твердости | Твердая сталь | |||
| Припуск | ||||||
| наим. | наибол. | наим. | наибол. | наим. | наибол. | |
| 0,5 - 1,6 1,6 - 3,0 3,0 - 4,0 4,0 - 5,2 |
0,10 0,15 0,20 0,25 |
0,15 0,20 0,25 0,30 |
0,15 0,20 0,25 0,30 |
0,20 0,25 0,30 0,35 |
0,15 0,20 0,25 0,30 |
0,25 0,30 0,35 0,40 |
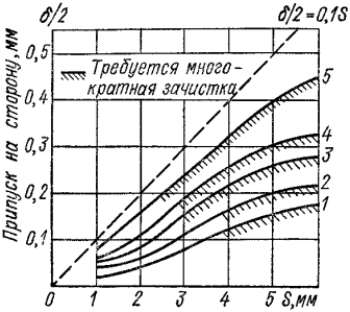 Рис.39. Диаграмма толщины срезаемого слоя при зачистке наружного контура: 1 — отожженный алюминий; 2 — латунь; 3 — наклепанный алюминий; 4 — сталь σВ = 40 кгс/мм2; 5 — сталь σВ = 50 кгс/мм2 |
В табл.13 приведены значения двусторонних припусков на зачистку, соответствующие первому способу (вырубка с увеличенным зазором). Наименьший припуск применяется при зачистке деталей простой конфигурации, а наибольший — для деталей сложной конфигурации или деталей с острыми выступающими углами.
В случае двухкратной зачистки припуск на вторую зачистку берется наименьший из указанных в табл.13.
По данным некоторых заводов, припуск на зачистку выбирается независимо от толщины материала и составляет для деталей с плавным контуром 0,08—0,12 мм на сторону, для деталей с малыми закруглениями — 0,10-0,13 мм на сторону.
На рис.39 приведена диаграмма для определения одностороннего припуска на зачистку (толщины срезаемого слоя) δ/2 по второму способу [214].
Зачистные штампы работающие на провал применяются главным образом для зачистки мелких деталей типа часовых. При зачистке более крупных деталей такие штампы не дают хороших результатов. В этом случае применяют зачистные штампы совмещенного типа с прижимом и принудительным выталкивателем. Фиксация производится по трафарету или по технологическим отверстиям. Последний способ фиксации дает лучшие результаты.
В зачистных совмещенных штампах должен быть предусмотрен просвет для размещения отходов от зачистки. Для этого на съемнике устанавливают цилиндрические дистанционные упоры, создающие просвет высотой 0,3 — 0,4S.
Усилие для зачистки снятием стружки может быть определено по формуле:
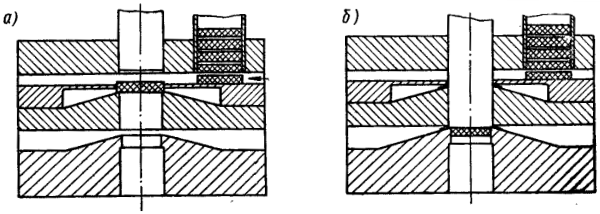
Рис.40. Последовательная зачистка в двух матрицах
На рис.40 приведен способ зачистки в двух матрицах. В верхней матрице производится первая зачистка (рис.40,а). В конце хода пуансон производит вторую зачистку в нижней матрице (рис.40,б). Зазор между пуансоном и верхней матрицей берется минимально возможным для вхождения и направления пуансона (< 0,01 мм). В нижнюю матрицу пуансон не входит. Вторая зачистка производится по способу зачистки пуансоном, большим матрицы. Способ двойной зачистки путем проталкивания столбика деталей не рекомендуется.
В некоторых случаях требуется зачистка не всего контура детали, а лишь некоторой его части. Для небольших деталей эта зачистка осуществляется в процессе комбинированной штамповки в штампах последовательного действия. Для более крупных деталей, а также в тех случаях, когда последовательная штамповка не применима, необходимо избегать односторонней зачистки, приводящей к смещению детали и потере точности, и производить одновременную зачистку с противоположной стороны.
Зачистка отверстий, применявшаяся ранее главным образом в часовой промышленности, в настоящее время используется в различных видах точного приборостроения (счетно-пишущие машины, кассовые аппараты, вычислительные машины, приборы-автоматы и т.п.).
Пробивка отверстий в совмещенных штампах с последующей зачисткой обеспечивает более высокую точность как размеров отверстия, так и межцентровых расстояний по сравнению со сверлением в кондукторах.
При зачистке отверстий также существуют два способа определения припуска на зачистку. Первый основан на пробивке с большим зазором и получении отверстия с коническим сколом, а второй — на пробивке с малым зазором.
В часовой промышленности зачищаются отверстия небольшого диаметра, Так как в этом случае толщина материала обычно значительно больше диаметра зачищаемого отверстия, то зачистка отверстий производится пуансоном без сопряжения с режущими кромками матрицы (рис.41), Стружка имеет трубчатую форму, состоящую из кольцевых элементов
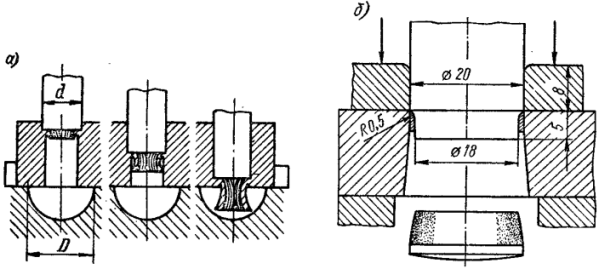
Рис.41. Зачистка мелких отверстий (а) и способ пробивки и зачистки отверстия (б)
Диаметр лунки для выхода стружки D = 1,5d. Припуск по диаметру на зачистку отверстий обычно принимают после сверления 0,1—0,15 мм, после пробивки 0,15-0,20 мм,
В точной механике припуск на зачистку зависит также от допуска на расстояние между отверстиями.
При зачистке отверстий деталь укладывается на матрицу закругленными кромками к пуансону.
После зачистки размер отверстия уменьшается вследствие упругой деформации металла (в зависимости от размера отверстия); для цветных металлов на 0,005—0,01 мм и для мягкой стали на 0,008—0,015 мм. Это обстоятельство должно учитываться при изготовлении зачистного пуансона. Точность зачистки небольших отверстий обычно находится в пределах 0,01—0,02 мм на диаметр. Зачистка одновременно с пробивкой отверстия применяется при соотношениях d > (3/4)S при толщине материала до 8 мм.
Диаметр пробивного пуансона определяется по диаметру зачистной матрицы с учетом удвоенного зазора по сравнению с обычным. Таким образом, величина уступа у зачистной кромки делается равной нормальному зазору для данной толщины материала.
На рис.41,б изображен способ пробивки и зачистки отверстия диаметром 20 мм в детали толщиной 8 мм. Во избежание деформации детали пробивка с зачисткой должна производиться с прижимом детали к поверхности матрицы. Вначале происходит пробивка грубого отверстия (зазор 12,5% S) и удаление отхода, а затем зачистка отверстия (зазор 0,01 мм). Конец пуансона конической формы высотой 5 мм давит на кромки отверстия и создает напряжения радиального сжатия, что исключает возникновение скалывающих трещин.
Нужна помощь на производстве?
Специалисты завода Сталь-Штамп готовы спроектировать штамп, выполнить его ремонт или провести профессиональную заточку инструмента.