
Рельефная формовка
Рельефная формовка представляет собой изменение формы заготовки, заключающееся в образовании местных углублений и выпуклостей за счет растяжения материала.
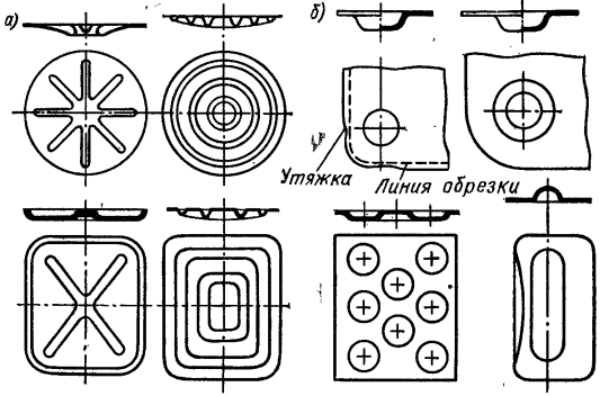
Рис. 179. Примеры рельефной формовки: а - штамповка ребер жесткости; б - штамповка выдавок
Следовательно, рельефная формовка является частным случаем неглубокой местной вытяжки, при которой материал подвергается главным образом растяжению.
Типовыми примерами рельефной формовки являются:
- штамповка ребер жесткости и выдавок (рис. 179);
- штамповка рельефных (выпукло-вогнутых) деталей и художественных украшений;
- штамповка-формовка детален несимметричной конфигурации открытой формы
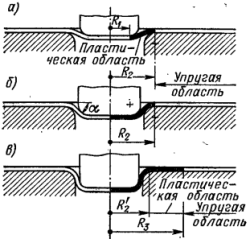 Рис. 180. Последовательность процесса местной вытяжки а и б - первая стадия; в - вторая стадия |
Исследование процесса местной вытяжки в заготовках большой ширины показало [115], что этот процесс состоит из двух последовательных стадии (рис. 180); деформации кольцевого участка шириной R2 - R1 с пластической деформацией дна выпуклости (рис. 180, б) и стадии пластической деформации смежного кольцевого участка шириной R3 - R2.
При дальнейшем опускании пуансона происходит растяжение металла в зазоре между пуансоном и матрицей и образование разрыва, без изменения границы между пластической и упругой областями.
Установлено, что при больших размерах заготовки (R0 > 10Rм) граница между пластической и упругой областью составляет R3 = 1,65R2. При других отношениям R0/RMграница между упругой и пластической областями составляет R3 = х (RM + rм), где х = R3/R2 находится по диаграмме [107].
Установлено также, что возможная глубина вытяжки достигается в первой стадии; вторая стадия, осуществляемая за счет небольшого растяжения и утонения пластического участка, мало увеличивает глубину вытяжки.
Глубина местной вытяжки определяется уравнением:
,где z - зазор между пуансоном и матрицей; α - допустимый угол [117].
Таблица 110. Наибольшая глубина рифтов, формуемых резиной при давлении q = 400 кгс/см2. Материал Д16АM
| Толщина материала S, мм | Наибольшая глубина рифтов при ширине рифта В, мм | |||||
| 5 | 10 | 15 | 20 | 25 | 80 | |
| 0,5 | 2,5 | 5,0 | 7,5 | 10 | 12,5 | 15 |
| 1,0 | 2,0 | 4,3 | 7,4 | 9 | 11,0 | 15 |
| 1,5 | 1,6 | 3,7 | 6,3 | 8 | 10,0 | 15 |
| 2,0 | 1,1 | 2,6 | 4,5 | 7 | 9,5 | 14 |
Для получения более глубокой местной вытяжки следует значительно увеличить зазор (до z = Rn) при малых радиусах закруглений.
Большую глубину местной вытяжки можно получить при сферической форме вытяжки, аналогично выдавливанию лунки по Эриксону за счет утонения сферического купола. Однако коническая форма выпуклости с угловыми переходами к плоскому дну обладает большей жесткостью формы.
Весьма распространенной операцией является штамповка ребер жесткости, широко применяемая в автостроении, самолетостроении, вагоностроении, приборостроении, радиотехнике и т.п. В большинстве случаев штамповка ребер жесткости производится металлическими штампами, лишь в самолетостроении она выполняется на гидравлических прессах давлением резины или жидкости.
В табл. 110 приведена глубина рифтов, получаемая при штамповке резиной под давлением 400 кгс/см2 (материал Д16АМ).
В автомобильной промышленности применяют полукруглые, плоские и угловые ребра жесткости.
На рис. 181 приведена диаграмма удлинения материала при штамповке ребер жесткости.
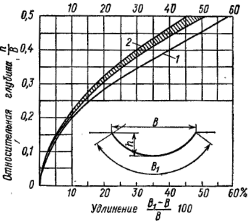 Рис. 181. Удлинение материала при штамповке ребер жесткости |
Кривая 1 соответствует расчетному удлинению, а заштрихованный участок 2 - действительному удлинению, имеющему несколько меньшее значение вследствие того,
что растяжению подвергаются также зоны заготовки, прилегающие к ребру жесткости, Усилие для штамповки ребер жесткости ориентировочно может быть подсчитано по формуле:
, где L - длина ребер жесткости, мм; k - коэффициент, зависящий от ширины и глубины рифта (k = 0,7 / 1).
Приближенное усилие для рельефной штамповки на кривошипных прессах не больших деталей (F < 20 см2) из тонкого материала (до 1,5 мм) может быть определено по эмпирической формуле:
, где F - площадь штампуемого рельефа, мм2; k - коэффициент, составляющий для стали 20-30 кгс/мм4, для латуни 15-20 кгс/мм4.
Нужна помощь на производстве?
Специалисты завода Сталь-Штамп готовы спроектировать штамп, выполнить его ремонт или провести профессиональную заточку инструмента.