
Профилирование полосового и листового металла
Профилирование металла технологически родственно операциям гибки, хотя и не принадлежит к чисто штамповочным операциям, а является обособленным способом производства. Этим способом изготовляют тонкостенные, легкие по массе, но жесткие профили весьма сложной конфигурации и большей длины.
Профили небольших размеров из тонкого металла обычно изготовляют путем профилирования ленты или полосы. Изготовление несложных профилей можно также производить в штампах, длина которых меньше длины профиля, путем последовательной гибки пуансоном и матрицей переменного профиля. Широкие профили из тонкого листового или полосового металла изготовляют на универсально-гибочных машинах, а крупные профили из толстого полосового или листового металла - на специальных листогибочных прессах.
Изготовление профилей из ленты или полосы производится на специальных многороликовых, профилировочных машинах, выполняющих разнообразные профили открытой, закрытой и полузакрытой конфигурации.
Процесс профилирования на роликовых машинах заключается в постепенном превращении плоской заготовки в форму требуемого профиля при последовательном прохождении полосы или ленты через несколько пар вращающихся фигурных роликов. Количество пар роликов, необходимое для изготовления того или иного профиля, зависит от степени сложности его конфигурации.
Большинство профилировочных станков имеет основные и вспомогательные ролики. Основные ролики расположены горизонтально и служат для выполнения основной деформации сечения профиля. Вспомогательные (промежуточные) ролики расположены вертикально и служат для направления профиля между основными роликами, а также для дополнительных подгибов.
При построении переходов требуемая ширина полосы определяется путем развертки сечения профиля так же, как в случае гибки, с учетом смещения нейтрального слоя. При изготовлении профилей сложной замкнутой конфигурации с малыми радиусами закруглений необходимо учесть растяжение материала и увеличение ширины ленты, составляющие от 3 до 8% в зависимости от степени сложности профиля. Расчетная ширина полосы проверяется и корректируется экспериментальным путем.
Наиболее сложной задачей является построение профилей деформирующих роликов. Основные принципы построения переходов и методы профилирования роликов следующие.
1. Профиль роликов должен производить равномерную и наиболее рациональную деформацию материала при наименьшем количестве переходов.
2. Построение и подсчет вертикальных и горизонтальных размеров профиля роликов следует производить от выбраииой оси-профиля, неизменной для всех переходов. Для симметричного профиля такой осью является ось симметрии.
3. Сечение профиля разбивается на отдельные участки и подсчитывается длина каждого. Суммарная длина участков, находящихся справа или слева от выбранной оси/должна оставаться постоянной для всех переходов.
4. Угол подгиба стенок профиля в каждой паре роликов не должен превышать Определенной величины в зависимости от толщины материала: 30-45° при толщине до 1 мм; 25-35° при толщине свыше 2,5 мм.
Большие значения из указанных -применяют для первых пар роликов, а меньшие - для последних, учитывая наклеп металла, полученный в предыдущих проходах. Точные методы расчета допустимых деформаций приведены в специальной литературе.
5.Угол поворота концевых закруглений профиля в одной паре роликов не должен превышать 45°.
6. Загиб вертикальных стенок должен выполняться отдельно от изгиба концевых закруглений.
7. Углы наклона профиля верхнего ролика рекомендуется делать на 1,5-2° больше нижнего.
8. Для облегчения перегиба материала при малом внутреннем радиусе изгиба, а также для наметки положения линии изгиба допускается предварительное выдавливание канавок на ленте с внутренней стороны профиля. Для этого на соответствующем ролике делаются выступы высотой (0,3 /0,4) S.
9. Профиль последней пары деформирующих роликов должен учитывать упругую деформацию.
10.Для предотвращения осевого смещения ролики рекомендуется делать с бортами, охватывающими борта или выступы сопряженного ролика.
11.Для предотвращения от скручивании или искривления изготовляемого профиля после выхода из роликов устанавливаются выходные направляющие планки, выпрямляющие профиль.
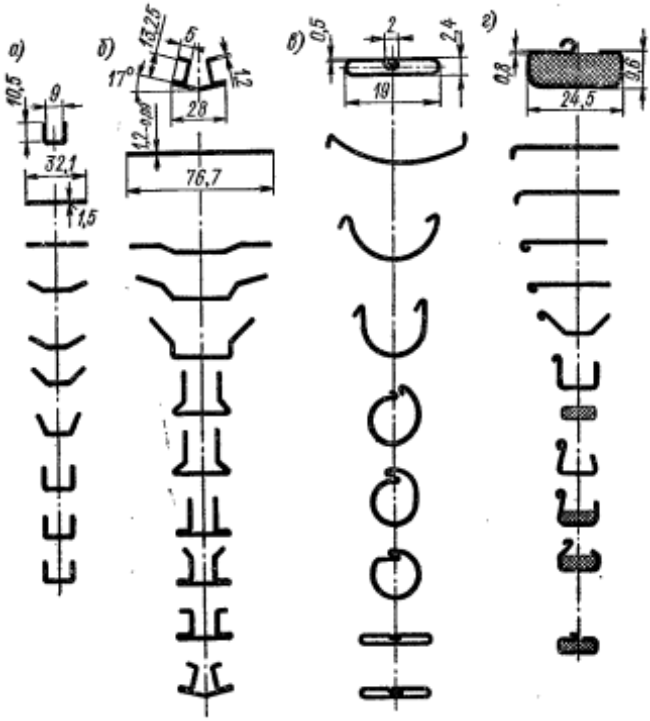
Рис. 228 Последовательность изготовления профилей различного типа:
а - открытый; б - полузакрытый; в - закрытый; г - с наполнителем
Последовательность изготовления различных профилей приведена на рис. 228.
Применение профилировочных роликовых машин в зависимости от толщины заготовок указано в табл. 131.
Таблица 131. Применение профилировочных роликовых машин
| Машины | Материал | Размеры заготовок, мм | Машины | Материал | Размеры заготовок, мм | ||
| Толщина | Ширина | Толщина | Ширина | ||||
| Легкого типа | Лента | 0,3-0,8 | До 50 | Тяжелого типа | Полосы | До 4,0 | До 350 |
| Среднего типа | Лента | До 2,5 | До 150 | Весьма тяжелого типа | Полосы | До 10,0 | До 1000 |
Для профилировавия применяются главным образом холоднокатаные ленты из мягкой стали, нержавеющей стали и цветных металлов и сплавов. Производительность профилировочных роликовых машин различного типа в зависимости от размеров и степени сложности профиля составляет от 15 до 75 м профиля в минуту.
Заводом Запорожсталь освоено производство тонкостенных многоребристых панелей из холоднокатаных стальных полос толщиной 1,2-1,8 мм.
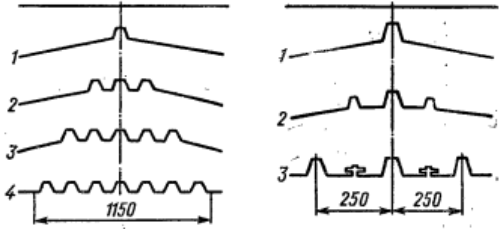
Рис. 229 Последовательность профилирования многоребристых панелей из широкорулонной ленты
На рис. 229 показана последовательность профилирования некоторых типов многоребристых панелей. Цифрами указаны номера клетей профилировочного стана.
Профилирование производится на специальных многороликовых машинах. Профилирование начинается со средних рифтов, постепенно увеличивая количество роликов на последующих ступенях деформирования. Ширина профилированных панелей составляет от 550 до 1200 мм. Длина панелей по требованию (обычно от 8 до 1 м).
Большой новинкой в профилировании явилась облицовка одного из роликов полиуретаном. При этом значительно увеличилась общая степень деформации и сократилось количество переходов.
В серийном производстве изготовление широких, но коротких профилей из тонкого полосового и листового материалов производится на универсальных листогибочных машинах, позволяющих путем применения съемных линеек (шин) различной формы получать разнообразные как открытые, так и закрытые профили.
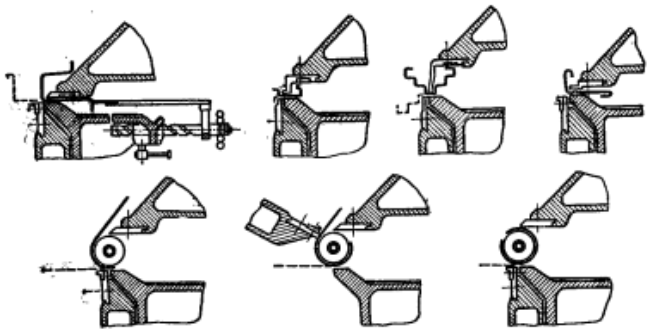
Рис. 230 Профилирование полосового материала на универсальных листогибочных машинах
На рис. 230 изображено изготовление на универсально-гибочной машине различных профилей открытого, полузакрытого и закрытого сечений.
Листовая заготовка устанавливается по упору и зажимается между столом и линейкой прижимной траверзы. Гибка заготовки производится поворотом подвижной траверзы.
В СССР освоены листогибочные машины с программным управлением, имеющие значительно повышенную производительность. На специальном устройстве заранее устанавливается угол, гибки (поворота подвижной траверзы) и автоматического останова на шести круговых шкалах. На горизонтальной шкале устанавливаются величины последовательных перемещений упорной линейки.
При помощи указанных устройств можно изготовлять на автоматическом режиме профили из шести различных углов и радиусов гибки. Эта же машина позволяет работать и на ручном режиме. Наибольшая длина гибки 2000 мм, толщина до 6 мм.
Более крупные профили из толстого листового металла изготовляются на специальных листогибочных прессах. Различные профили и углы загиба на этих прессах получаются при помощи сменных рабочих инструментов и переставного упора I 6 микрометрической установкой 2 (рис. 231).
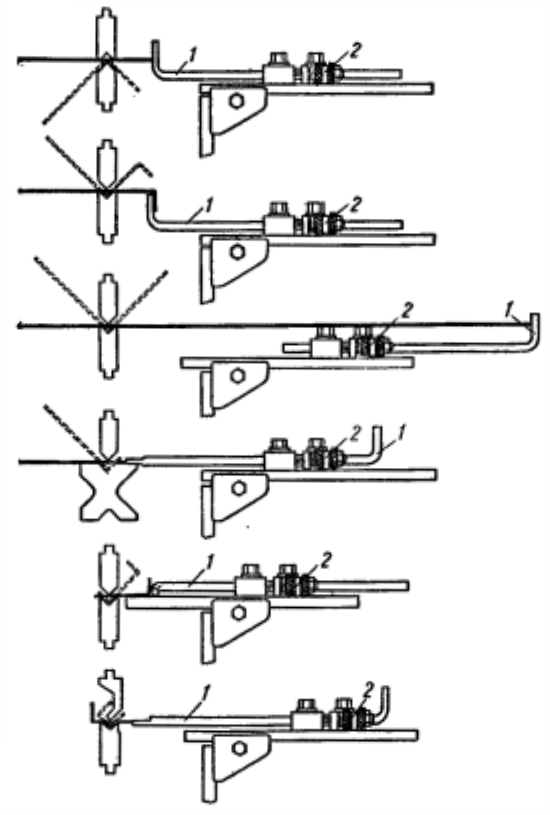
Рис. 231 Примеры изготовления разнообразных профилей на листогибочных прессах с помощью переставных упоров
Нужна помощь на производстве?
Специалисты завода Сталь-Штамп готовы спроектировать штамп, выполнить его ремонт или провести профессиональную заточку инструмента.