
Работа и скорость вытяжки
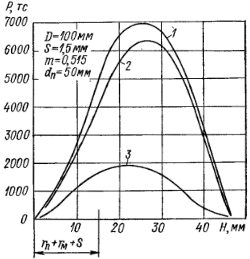 Рис. 149. Экспериментальные кривые усилия вытяжки |
На рис. 149 приведена диаграмма изменения усилия вытяжки на протяжении рабочего хода пуансона для разных материалов при одинаковых коэффициентах вытяжки.
Действительная работа вытяжки равна площади, ограниченной кривой диаграммы. Для ее определения следует исходить не из наибольшего усилия Рmax, а из средней величины:
, где Ph - переменное значение усилия вытяжки для каждой глубины рабочего хода.
По опытным данным, значение коэффициента С составляет обычно от 0,6 до 0,8.
Работа вытяжки определяется по формуле:
, где h - глубина вытяжки, мм.
Найденную работу вытяжки суммируют с работой сжатия буфера и выталкива-может произвести пресс за один рабочий ход А + Aб ≤ Апр. Эта работа слагается из полезной энергии маховика (маховых колес) и небольшой части энергии, отдаваемой электродвигателем.
Вопрос о скорости вытяжки еще не получил окончательного решения.
Общее развитие прессостроения в последние годы направлено по пути повышения производительности за счет некоторого увеличения числа ходов пресса. Однако резкого увеличения числа ходов прессов не наблюдается, за исключением штамповочных автоматов.
Исследования Р.В. Пихтовникова экспериментально доказали, что скорость вытяжки при определенных условиях может быть увеличена в десятки раз.
Получившие за последнее время применение методы вытяжки-формовки под действием импульсивных нагрузок (давлением взрыва, электрогидравлического разряда, электромагнитного поля и др.) показывают, что скорости формообразования могут быть значительно увеличены в сравнении о существующими. Однако это не относится к вытяжке иа кривошипных механических прессах и особенно к вытяжке крупногабаритных деталей сложной формы.
А.Д. Томленов показал, что увеличение скорости вытяжки крупных деталей сложной формы отрицательно влияет на процесс пластической деформации в результате возникновения пластических волн, вызывающих появление сосредоточенных деформаций и возникновение разрывов [163].
Таблица 78. Приближенное значение линейной скорости вытяжки
| Материал | Скорость вытяжки (мм/с) на прессах | |
| простого действия | двойного действия | |
| Алюминий | 900 | 500 |
| Алюминиевые сплавы | - | 150-200 |
| Латунь | 1000 | 500 |
| Медь | 750 | 430 |
| Сталь | 300 | 180-250 |
| Сталь нержавеющая | - | 100-150 |
В табл. 78 приведены применяемые на практике средние значения скорости вытяжки на кривошипных прессах для различных материалов.
Иногда употребляемое понятие средней скорости вытяжки в технологическом отношении не является характерным.
Скорость вытяжки необходимо определять как скорость инструмента (или ползуна пресса) в начале процесса вытяжки. Эта скорость зависит от угла поворота кривошипа к моменту начала вытяжки и определяется следующей формулой:
, где ν - скорость ползуна в начале вытяжки, мм/с;
Н - величина хода пресса, мм;
h - рабочая часть хода (от начала деформации), мм;
sin α = h √%%Л0 h (H - h)%%Л1 (α - угол поворота кривошипа).
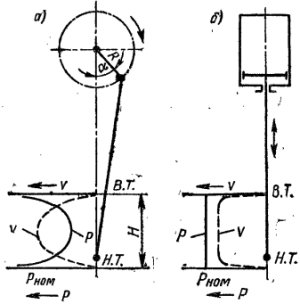
Рис. 151. Сравнение усилия и скорости ползуна кривошипного (а) и гидравлического (б) прессов
На рис. 151 приведено сравнение скорости и усилия для двух типов прессов: кривошипного (рис. 151, а) и гидравлического (рис. 151, б). Кривошипный пресс имеет переменную скорость и развиваемое усилие на протяжении рабочего хода, а гидравлический- практически постоянную. Вследствие этого гидравлические прессы более благоприятны для вытяжных работ. Этим объясняется создание и применение быстроходных гидравлических вытяжных прессов.
Современные типы вытяжных прессов рассчитаны главным образом на механизированную подачу крупных заготовок. Скорость к началу вытяжки у большинства действующих прессов обычно находится в пределах: у крупных вытяжных прессов при n = 12/18 ход/мин - от 300 до 450 мм/с, у небольших кривошипных прессов при n = 80/150 ход/мин - до 500-700 мм/с. При вытяжке титана и его сплавов скорость вытяжки берут в 1,5-2 раза меньше, чем для стали.
От скорости вытяжки ν = dS/dt, представляющей собой скорость ползуна пресса в начале процесса вытяжки, следует отличать скорость радаального перемещения наружной кромки заготовки (или другой точки):
, где ν - скорость ползуна пресса в данный момент.
При х = R:
Отсюда видно, что даже при ν = const скорость деформирования WR переменна.
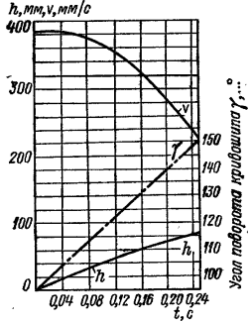 Рис. 152. Диаграмма изменения скорости ползуна пресса (пуансона) при глубокой вытяжке с прижимом (кривошипный пресс Н = 200 мм, n = 36 об/мин) (по В. Я.Шехтеру) |
На рис. 152 приведена диаграмма изменения величины хода h и скорости ползуна пресса (пуансона) при глубокой вытяжке с прижимом на кривошипном прессе с числом ходов 36 в минуту, при длине хода ползуна 200 мм [181].
Параметры вытяжки D0 = 200 мм; dn = 50 мм; h = 77 мм; S = 1,2 мм; rM = 6 мм; rП = 4 мм.
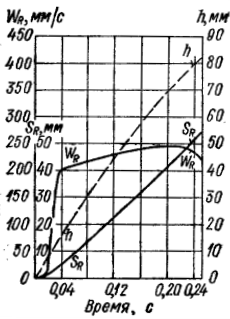 Рис. 153. Диаграмма изменения скорости деформировании наружной кромки заготовки при глубокой вытяжке на кривошипном прессе (Н = 200 мм, n = 36 об/мин) |
На рис. 153 приведена диаграмма перемещения SR и скорости перемещения (скорости деформирования) наружной кромки заготовки в процессе глубокой вытяжки, построенная по формулам В. Я. Шехтера (с коррективами автора). Параметры вытяжки те же, что и на рис. 152.
В теоретических исследованиях процессов пластической деформации применяется другая величина - скорость относительной или логарифмической деформ fции в данной точке заготовки (1/с):
Нужна помощь на производстве?
Специалисты завода Сталь-Штамп готовы спроектировать штамп, выполнить его ремонт или провести профессиональную заточку инструмента.