
Зазоры между матрицей и пуансоном
Зазоры имеют большое технологическое значение в процессе резания листовых материалов как в отношении качества поверхности среза (см. рис.3), так и в отношении сопротивления срезу и влияния на стойкость штампов. Заусенцы и дефекты поверхности среза возникают в результате неравномерного распределения зазора по периметру и при затуплении режущих кромок пуансона и матрицы. На рис.16 изображена схема образования заусенцев в результате значительного затупления режущих кромок. При затуплении режущих кромок пуансона заусенцы образуются на вырезаемой детали (рис.16, а). При затуплении матрицы заусенцы возникают вокруг пробитого отверстия (рис.16, б). Наконец, если затупились и матрица, и пуансон, заусенцы образуются и на детали, и вокруг отверстия на материале (рис.16, в).
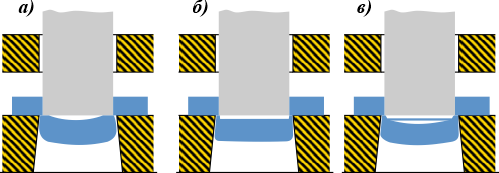
Рис.16. Образование заусенцев при затуплении режущих кромок
Необходимо указать, что незначительное притупление режущих кромок (r = 0,05 / 0,1 мм) в случае вырубки из стали толщиной свыше 1 мм не вызывает появления заусенцев и повышает стойкость штампа. Так, при чистовой вырубке с зазором 0,01 мм, а также при зачистке рекомендуется искусственное притупление режущих кромок матрицы. Такое же притупление рекомендуется у режущих кромок пуансона, работающего в паре с твердосплавной матрицей. При вырубке тонких материалов притупление режущих кромок недопустимо.
Многообразие производственных условий и различие предъявляемых к деталям требований по чистоте среза и точности размеров не позволяют установить единую величину зазора, одинаково пригодную для всех случаев штамповки.
Примерные величины односторонних зазоров приведены в табл.8.
| Область применения | Толщина материала, мм | Односторонний зазор в % от S |
| Обычная вырубка и пробивка стали | до 0,2 0,3 - 3,0 3 – 10 10 - 20 | 0 (без зазора) 5 - 8 8 - 10 10 - 12 |
| Пробивка отверстий с гладкими стенками | до 3 3 - 10 10 - 20 | 2 - 4 4 - 6 6 - 8 |
| Вырубка и пробивка алюминия | до 3 3 - 10 | 2 - 4 4 - 6 |
| Вырубка и пробивка нержавеющей стали 12Х18Н10Т и 12Х18Н9Т | до 3 3 - 10 | 0,02 - 0,03 мм 0,04 - 0,05 мм |
| Вырубка и пробивка электротехнической стали Э1100-Э2200 и Э3100-ЭЗЗОО | 0,5 | 5 - 8 |
| Штамповка на быстроходных прессах | до 3 | 6 - 10 |
| Вырубка весьма крупных деталей из тонколистового металла | до 2 | 8 - 10 |
| Чистовая вырубка (с прижимом и поперечной осадкой) | до 10 | 0,01 мм (0,5/1%)S |
| Чистовая вырубка мелких деталей типа гаек из толстого материала | свыше 6 | 1 |
Разница в величине зазоров для разных материалов (за исключением алюминии и высокоуглеродистой стали) сравнительно невелика, к тому же она практически перекрывается колебаниями допусков на изготовление пуансонов и матриц. Поэтому для практического пользования следует применять значения зазоров без разгра ничения по роду материала, согласно табл.9, в которой приведены предельные значения начальных зазоров, допустимых при изготовлении вырубных и пробивных штампов, выраженные в долях миллиметра. В процессе эксплуатации и износа рабочих частей штампов зазоры увеличиваются и становятся больше приведенных в таблице
Основные правила направления зазоров.
1. При вырубке наружного контура зазор берется за счет уменьшения размеров пуансона. Размер матрицы принимается равным наименьшему предельному размеру детали.
2. При пробивке отверстий зазор образуется за счет увеличения размеров матрицы. Размер пуансона берется равным наибольшему предельному размеру отверстия.
пробивных штампов (зазоры диаметральные или двусторонние), мм.
| Толщина материала, мм | Начальный зазор | |
| наименьший | наибольший | |
| 0,3 | 0,02 | 0,04 |
| 0,5 | 0,03 | 0,06 |
| 0,8 | 0,05 | 0,08 |
| 1 | 0,06 | 0,1 |
| 1,2 | 0,08 | 0,12 |
| 1,5 | 0,1 | 0,16 |
| 1,8 | 0,12 | 0,2 |
| 2 | 0,14 | 0,22 |
| 2,2 | 0,17 | 0,25 |
| 2,5 | 0,2 | 0,28 |
| 2,8 | 0,22 | 0,32 |
| 3 | 0,24 | 0,36 |
| 3,5 | 0,32 | 0,46 |
| 4 | 0,4 | 0,56 |
| 4,5 | 0,5 | 0,68 |
| 5 | 0,6 | 0,8 |
| 6 | 0,8 | 1 |
| 7 | 1 | 1,3 |
| 8 | 1,3 | 1,6 |
| 9 | 1,5 | 1,8 |
| 10 | 1,8 | 2,2 |
| 11 | 2,1 | 2,5 |
| 12 | 2,4 | 2,7 |
| 13 | 2,7 | 3 |
| 14 | 3 | 3,4 |
| 15 | 3,3 | 3,7 |
| 16 | 3,6 | 4 |
| 17 | 3,9 | 4,4 |
| 18 | 4,2 | 4,7 |
| 19 | 4,5 | 5 |
| 20 | 4,9 | 5,4 |
Примечания:
1. Наименьшие начальные зазоры являются номинальными. Наибольшие начальные зазоры учитывают увеличение их за счет допусков на изготовление пуансона и матрицы.
2. При пробивке отверстий с гладкими стенками в материале толщиной до 5 мм зазоры брать по нижнему пределу, указанному в данной таблице, для более толстых материалов — согласно табл.8.
3. Для вырубки и пробивки мягкого алюминия толщиной до 5 мм зазоры брать по нижнему пределу, а для вырубки и пробивки твердых материалов (σВ > 50 кгс/мм2) — по верхнему пределу, указанному в таблице.
Нужна помощь на производстве?
Специалисты завода Сталь-Штамп готовы спроектировать штамп, выполнить его ремонт или провести профессиональную заточку инструмента.