
Особые способы вытяжки
Содержание
- Вытяжка с местным подогревом и охлаждением заготовки
- Вытяжка алюминиевых сплавов
- Вытяжка резиной и полиуретаном
- Гидравлическая и гидромеханическая вытяжки
- Вытяжка на листоштамповочных молотах и гидравлических прессах
- Обтяжка на гидравлических прессах
Рассмотренные выше способы вытяжки широко применяются почти во всех отраслях промышленности. Однако в ряде случаев серийного и мелкосерийного производства они недостаточно рациональны и эффективны. Например, не всегда приемлем многооперационность процесса вытяжки деталей сложной формы, для которых требуется большое количество штампов. Кроме того, для быстрого освоения новых Типов изделий необходимо создание процессов с применением дешевой универсальной или частично универсальной оснастки.
В результате работ по дальнейшему улучшению и интенсификации процесса глубокой вытяжки созданы и освоены особые способы вытяжки, вызванные специфичностью того или иного производства, к ним относятся: 1) вытяжка с местным подогревом и охлаждением заготовки; 2) вытяжка резиной и полиуретаном; 3) гидравлическая и гидромеханическая вытяжка; 4) вытяжка-формовка на листоштамповочных молотках; 5) обтяжка На гидравлических прессах.
Вытяжка с местным подогревом и охлаждением заготовки
Сущность вытяжки а местным подогревом и охлаждением заготовки состоит в том, что для увеличения глубины вытяжки повышают пластичность и резко снижают сопротивление деформируемого фланца заготовки путем нагрева его между обогреваемыми поверхностями матрицы И прижима (складкодержателя).
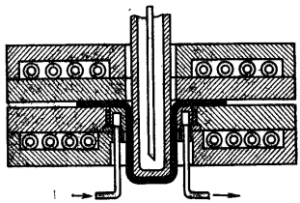 Рис. 162. Схема вытяжки с местным подогревом заготовки и охлаждением дна детали |
Металл, втягиваемый в зазор между матрицей и пуансоном, охлаждается за счет отдачи теплоты пуансону, охлаждаемому проточной водой, и упрочняется (рис. 162).
Таким образом, повышается пластичность фланца заготовки при одновременном увеличении прочности заготовки в опасном сечении, что позволяет осуществить за одну операцию большую степень деформации. Этот способ был создан для вытяжки магниевых сплавов, обладающих низкой пластичностью в холодном состоянии, и получил широкое применение в авиационной промышленности всех стран.
Вытяжка с подогревом заготовки получила применение при штамповке деталей из титана и титановых сплавов, обладающих пониженной пластичностью в холодном состоянии и сильным упрочнением, сопровождаемым образованием трещин.
Для штамповки применяют две марки магниевых сплавов: МА1 и МА8. Наилучщей температурой для вытяжки сплавов является: для сплава МА1 - 320-350 С, а для сплава МА8 - 300-350 С.
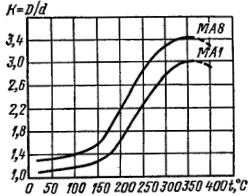 Рис. 163. Изменение коэффициента вытяжки магниевых сплавов при изменении температуры нагрева заготовки |
На рис. 163 приведена диаграмма, показывающая зависимость коэффициента (степени) вытяжки от температуры нагрева заготовки. Следовательно, при выборе коэффициента вытяжки необходимо учитывать температуру нагрева заготовки.
Вытяжку магниевых сплавов ведут не с предельными, а с несколько смягченными оптимальными коэффициентами вытяжки, приведенными в табл. 93.
Между первой и второй операциями вытяжки заготовки подвергаются промежуточному отжигу при 260-350 С с выдержкой около 1 ч.
| Марка сплава | Коэффициенты вытяжки | ||
| в холодном состоянии | с нагревом до 330-350*С | ||
| Первая вытяжка | Последующие вытяжки | ||
| МА1 | 0,87-0,92 | 0,45-0,50 | 0,57-0,67 |
| МА8 | 0,80-0,85 | 0,38-0,45 | 0,54-0,64 |
Для вытяжки магниевых сплавов применяются штампы с электроподогревом матрицы и прижимного кольца и с водяным охлаждением пуансона.
Пуансон необходимо охлаждать до 70- 100 С, иначе возникают чрезмерная пластичность и обрывы заготовок.
Нагрев заготовок производится одним из следующих способов:
1)нагрев от подогретого штампа;
2)нагрев штампа и отдельно заготовки;
3)нагрев только заготовки.
Лучшие результаты получают при первом и втором способах нагрева. При третьем способе нагрев заготовок производится в электропечах, в плитах с газовым или электрическим обогревом или в масляных ваннах.
Вытяжка алюминиевых сплавов
Метод вытяжки с местным подогревом и охлаждением заготовки применяется для изготовления деталей из алюминия, дуралюмина, латуни, причем экспериментально освоено изготовление ряда деталей различной формы сечения.
При вытяжке с подогревом цилиндрических деталей из дуралюмина экспериментально получены коэффициенты вытяжки m = 0,32, что соответствует отношению высоты к диаметру h/d = 2,3 [26].
Наиболее эффективно применение вытяжки с подогревом фланца при изготовлении глубоких коробчатых деталей квадратной, прямоугольной, а также другой более сложной формы.
За одну операцию вытяжки с подогревом можно получить глубокие квадратные и прямоугольные коробки, для изготовления которых методом обычной вытяжки требуется от трех до пяти операций; для изготовления же деталей сложной формы требуется до восьми и более операций холодной вытяжки
Предельная относительная высота вытяжки h/d и h/a приведена в табл. 94.
| Материал | Температура нагрева фланца, 0С | Предельная высота h/d и h/a для деталей | ||
| цилиндрических | квадратных | прямоугольных | ||
| Алюминий AM Алюминиевый сплав АМцМ Дуралюмин Д16АМ Магниевые сплавы МА1, МА8 | 325 325 325 375 | 1,44 1,30 1,65 2,56 | 1,5-1,52 1,44-1,46 1,58-1,82 2,70-3,00 | 1,46-1,60 1,44-1,55 1,50-1,83 2,93-3,22 |
Обозначения: h - высота; d - диаметр; а - сторона квадрата.
| Параметры | Формулы |
| Полное усилие пресса Усилие вытяжки Усилие прижима | РПР = P + Q + Т P = LSσB (σВ - по табл. 96) Q = Fq (q - по табл. 97) |
Обозначения:
РПР - полное усилие пресса при вытяжке с подогревом;
Р - наибольшее усилие вытяжки:с подогревом;
Q - усилие прижима;
Т - усилие выталкивателя;
L - длина контура детали;
σв - предел прочности опасного сечения при оптимальных температурах;
F - площадь заготовки под прижимом;
q - давление прижима.
| Материал | Предел прочности σв, кгс/ммer 2 |
| Алюминий AM Сплав АМцМ Дуралюмин Д1АМ Дуралюмин Д16АМ Дуралюмин Д16АТ Магниевый сплав МА8 Малоуглеродистая сталь Латунь Л62 | 4 6 8 9 18 7 20 16 |
| Материал | Давление q, кгс/мм2 |
| Алюминий AM | 0,02-0,04 |
| Сплав АМцМ | 0,04-0,06 |
| Дур алюмин Д1 и Д16 | 0,06-0,08 |
| Магниевый сплав МА8 | 0,03-0,05 |
| Малоуглеродистая сталь | 0,10-0,15 |
| Латунь Л62 | 0,08-0,11 |
Примечание. Большие значения q для меньшей относительной толщины материала (S/D) 100 = 1/2, и наоборот.
На рис. 164 изображены экспериментально полученные формы заготовок при вытяжке с подогревом фланца глубоких коробчатых деталей различного сечения.
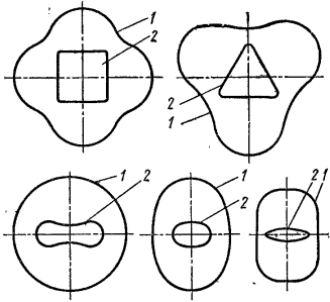
Рид. 164. Формы заготовок при вытяжке глубокий коробчатых деталей различного сечения; 1 - заготовки; 2 - сечение деталей
Усилие вытяжки и усилие прижима определяются по формулам табл. 95 [26].
Значения σв и q приведены в табл. 96 и 97.
Наиболее эффективно создание переменного, возрастающего в ходе процесса вытяжки усилия прижима.
Экспериментально установленные диапазоны оптимальных температур нагрева фланца заготовки приведены в табл. 98.
| Материал | Температура нагрева, C |
| Алюминий AM, сплавы АМцМ и Д16АМ | 310-340 |
| Латунь Л62 | 480-500 |
| Сталь 08кп и декапированная | 550-580 |
Расход электроэнергии составляет примерно 0,1 кВт-ч на 1 кг штампованных деталей.
В качестве смазки применяется порошкообразный графит с маслом "Вапор" и хозяйственным мылом.
Вытяжка с подогревом в производственных условиях выполняется на гидравлических и кривошипных прессах с небольшим числом ходов (15-20 в минуту), так как нагрев фланца требует известного времени (3-5 с). Поэтому производительность самого процесса штамповки при этом способе ниже, чем при обычной вытяжке; преимущество его заключается в резком сокращении числа операций и штампов. Наибольшие трудности этот способ встречает при вытяжке стали, для которой требуется более высокий нагрев, в связи с чем вытяжка стали менее изучена и освоена.
Дальнейшим развитием указанного способа является способ вытяжки с применением глубокого местного охлаждения центральной части заготовки. Этот способ основан на значительном упрочнении опасного сечения, а затем и боковых стенок вытяжки при резком (глубоком) охлаждении жидким воздухом полого вытяжного пуансона до температуры порядка от -160 до -170 С.
Вытяжка резиной и полиуретаном.
Вытяжка резиной получила широкое применение в серийном и мелкосерийном производстве для изготовления полых деталей из тонколистового металла. Существует две разновидности этого способа: вытяжка резиновым пуансоном и вытяжка резиновой матрицей.
Штампы для вытяжки и формовки резиновым пуансоном весьма просты и дешевы, так как их обычно изготавливают из дерева или из цинковых сплавов.
Способ вытяжки резиновой матрицей заключается в том, что роль матрицы выполняет резина, заключенная в металлическую обойку и обтягивающая листовую заготовку по цилиндрическому (или другой формы) пуансону.
Простейший случай вытяжки резиновой матрицей - неглубокая вытяжка алю миниевых и дуралюминовых деталей на гидравлических прессах при небольшом давлении (60-85 кгс/см2).
Для вытяжки и формовки применяется резина со следующими механическими свойствами:
| Сопротивление разрыву, кгс/см2 | 50 - 55 |
| Относительное удлинение, % | 600 - 700 |
| Остаточное удлинение, % | 25 - 30 |
| Сжатие (%) под нагрузкой 100 кгс/м2 | 50 - 70 |
| Твердость по Шору | 70 |
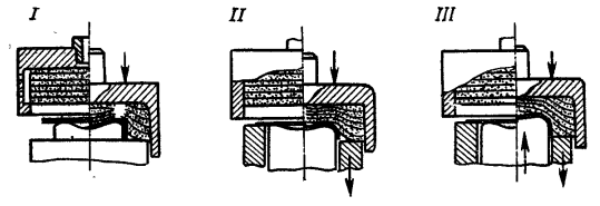
Более новым и совершенным является способ глубокой вытяжки резиновой матрицей при высоком давлении резины. Существует несколько разновидностей вытяжки резиновой матрицей, в соответствии с чем созданы различные типы прессов (рис. 165).
Способ I - вытяжка с неподвижными пуансоном и нижним столом, производимая на обычных гидравлических прессах.
Способ ll - вытяжка при неподвижном пуансоне и подвижном регулируемом прижиме.
Способ III - вытяжка с подвижным пуансоном и регулируемым прижимом.
Способ l применяется в основном для неглубокой вытяжки-формовки. Для получения более глубокой вытяжки и уменьшения размеров заготовки в этом случае используют подвижные приспособления - прижимы со щелевой полостью. Способы II и III, выполняемые на специальных гидравлических прессах, позволяют получить более глубокие вытяжки по сравнению со способом l.
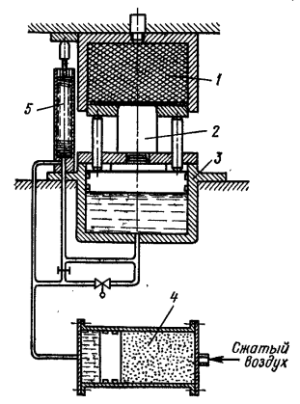 Рис. 166. Схема установки для вытяжки резиновой матрицей: 1 - резина; 2 - пуансон; 3 - гидравлический буфер; 4 - пневматический цилиндр; 5 - регулировочный клапан |
На рис. 166 изображена схема установки для вытяжки резиновой матрицей (способ II по рис. 165). Особенностью данного устройства является применение гидропневматического буфера, создающего внешнее противодавление. Давление буфера регулируется в течение рабочего кода автоматически регулирующим устройством, которое снижает давление резины в конце вытяжки до 300-500 кгс/см2.
Пo этому принципу работают гидравлические прессы ШПВР-1 и ПШВР-3 усилием 500 и 2800 тс при диаметре штампуемых деталей 440 и 700 мм.
Давление резины зависит от коэффициента вытяжки и относительной толщины заготовки. Для вытяжки деталей из дуралюмина давление может быть взято из табл. 99.
| Коэффициент вытяжки | Давление резины при относительной толщине заготовки (S/D) 100 | |||
| 1,30 | 1,00 | 0,66 | 0,40 | |
| 0,60 | 260 | 280 | 320 | 360 |
| 0,50 | 280 | 300 | 340 | 380 |
| 0,44 | 300 | 320 | 350 | 400 |
При вытяжке прямоугольных коробок давление резины достигает для алюминия 350 кгс/см3, а для дуралюмина 500 кгс/см3.
Требуемое усилие пресса определяется по формуле:
, где F - площадь резины, см2; q - давление резины, кгс/см2.
Практически возможна замена резины вязкой жидкостью (глицерин, масло) в резиновом чехле или гидропластом, создающим равномерное гидростатическое давление при наличии надежных уплотнений.
Преимущества вытяжки резиновой матрицей заключаются в том, что резина в процессе вытяжки создает сильное гидростатическое давление, которое прижимает заготовку к пуансону и препятствует ее утонению и осевому растяжению. Одновременно с этим давление резины на закругление у фланца постепенно уменьшает радиус этого закругления и производит заталкивающее действие на заготовку.
Таким образом, при этом способе вытяжки отсутствует сильное утонение у дна детали, приводящее к его отрыву, и создается более благоприятное напряженно-деформированное состояние, позволяющее увеличить степень деформации (глубину вытяжки).
| Материал | Предельный коэффициент вытяжки | Наибольшая глубина вытяжки | Наименьшая толщина заготовки в % от D | Наименьший радиус закруг ления у фланца |
| Алюминиевые сплавы А, АМц | 0,45 | 1,0d1 | 1%, но не менее 0,4 мм | 1,5 S |
| Алюминиевые сплавы АМг, Д16, АК8 | 0,50 | 0,75d1 | 2 - 3 S | |
| Сталь 08ВГ | 0,50 | 0,75 d1 | 0,5%, но не менее 0,2 мм | 4 S |
| Нержавеющая сталь 1Х18Н9Т | 0,65 | 0,33d1 | 8 S |
Обозначения: D - диаметр заготовки; d1 - диаметр вытяжки.
В табл. 100 приведены предельные значения коэффициентов вытяжки и глубины вытягиваемого цилиндра при вытяжке резиной с давлением 400 кгс/см2 и радиусом закругления вытяжных кромок пуансона rп = 4S.
В табл. 101 приведены наименьшие значения радиуса закругления вытяжного пуансона при вытяжке резиной цилиндрических деталей из различных материалов.
| Коэффициент вытяжки | Глубина вытяжки | Наименьшие радиусы закруглений для материалов | |||
| алюминиевые сплавы | сталь 08БГ | нержавеющая сталь 1Х18Н9Т | |||
| А, АМг, АМц | Д16, АК8 | ||||
| 0,70 | 0,25 d1 | 1 S | 2 S | 0,5 S | 2S |
| 0,60 | 0,50 d1 | 2 S | 3S | 1,0 S | - |
| 0,50 | 0,15d1 | 3 S | 4 S | 2,0 S | - |
| 0,45 | 1,00 d1 | 4 S | - | - | - |
Этим же способом вытягиваются конические детали при соотношении меньшего диаметра (d1) и большего (d2):
для алюминия:
В случае вытяжки резиной деталей квадратной и прямоугольной формы (при том же давлении) наименьший радиус углового закругления r должен составлять (В - ширина прямоугольной коробки, мм);
При высоте коробки h,мм:
| ≤100 | 0,25 В |
| 110 -125 | 0,20 В |
| 135 - 150 | 0,17 В |
Наибольшая высота квадратных и прямоугольных коробок при этом не превышает для стали h - З r, для алюминия h ≈ 3,5 r.
Этот способ должен найти широкое применение в мелкосерийном производстве.
Недостатком данного способа является необходимость применения большого давления и излишняя затрата работы пресса.
В последнее время получила применение вытяжка полиуретаном, обладающим весьма высокой упругостью, износоустойчивостью и большой твердостью (до 98 по Шору или Н = 78 по дюрометру, шкала D). Полиуретан регламентируется ТУ 84-404-73. На рис. 167 приведена схема штампа для вытяжки невысокого колпачка полиуретаном. Полиуретан в вытяжных штампах применяется или в качестве эластичного пуансона, или в качестве матрицы, обтягивающей заготовку вокруг жесткого пуансона.
| Материал | Предельная глубина вытяжки h/d | Предельный коэффициент вытяжки | Толщина заготовки, мм | Минимальный радиус закругления у фланца, мм |
| Сплав АМц | 1,00 | 0,45 | 4,0 | 2 |
| Сплав Д16АМ | 0,75 | 0,50 | 1,0 | 3 |
| Сталь 08кп | 0,70 | 0,50 | 0,5 | 4 |
| Сталь 1Х18Н9Т | 0,53 | 0,65 | 0,5 | 8 |
Освоена вытяжка полиуретаном листовых материалов толщиной от 0,4 до 3 мм при следующих параметрах вытяжки (табл. 102).
При вытяжке полиуретаном рекомендуется смазывать поверхность заготовки, обращенной в сторону металлической рабочей части. Поверхность, обращенная в сторону полиуретановой подушки, должна оставаться чистой и сухой.
Гидравлическая и гидромеханическая вытяжки
Гидравлическая вытяжка полых деталей производится посредством давления жидкости на деформируемый металл. Существуют два принципиально различных способа гидравлической вытяжки, отличающихся друг от друга и по характеру деформаций, и по области применения:
1) гидравлическая вытяжка, в которой жидкость выполняет роль пуансона, вдавливая заготовку в полость матрицы;
2) гидравлическая вытяжка, в которой жидкость (в резиновом чехле) служит матрицей, обтягивающей заготовку вокруг металлического или деревянного пуансона.
Первый способ гидравлической вытяжки находит применение при вытяжке конических, сферических, параболических и других подобных деталей, для которых требуется несколько операций обычной вытяжки.
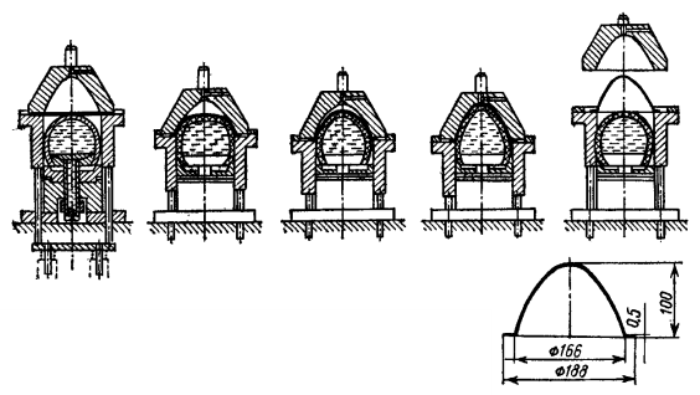
Рис. 168. Последовательность гидравлической вытяжки за один ход пресса простого действия
На рис. 168 изображена последовательность гидравлической вытяжки рефлектора автомобильной фары за один ход пресса простого действия вместо многооперационной вытяжки обычными вытяжными штампами, Рабочей жидкостью является масло, заключенное в резиновый чехол.
Особенности способа гидравлической вытяжки:
1) отсутствие металлического пуансона и необходимости пригонки его к матрице;
2) возможность вытяжки без применения пресса, например в штампе, сжатом между двумя сболченными плитами;
3) равномерное давление на заготовку и возможность изготовления пустотелых деталей конической, параболической и сферической формы в одну операцию.
Рабочее давление жидкости создается Насосом высокого давления (50-200 кгс/см2) или рабочим ходом механического или гидравлического пресса. В первом случае гидравлическая вытяжка может производиться без участия пресса. Основными недостатками гидравлической вытяжки являются значительное утонение в куполе вытяжки или у дна детали, а также неустойчивое равновесие заготовки в процессе вытяжки и сползание ее набок при нарушении осевой симметрии, так как между жидким Пуансоном и заготовкой отсутствует трение. Сползание заготовки устраняется применением специального гидравлического фиксатора, который, будучи прижат к заготовке, удерживает ее от смещения и препятствует образованию сферического дна, или применением гидромеханического способа штамповки.
В зависимости от серийности производства сменные матрицы изготовляют из чугуна, слоистых пластиков или твердой древесины. Диафрагмы и защитные резиновые прокладки делают из натурального каучука твердостью 40-50 по Шору. Стойкость диафрагм свыше 5000 штамповок, а защитных прокладок - от 1000 до 2000 штамповок.
Требуемое давление при гидравлической вытяжке определяется по формуле:
, где FПР - проекция свободной поверхности вытягиваемой детали, мм2; q - давление жидкости в конечный момент вытяжки, кгс/ммer 2, приближенно составляющее:
Для вытяжки сферических деталей:
, где S - толщина материала, мм;
r - радиус закругления у дна детали, мм;
dМ - диаметр матрицы, мм.
Второй способ гидравлической вытяжки, при котором жидкость служит матрицей, имеет существенное преимущество перед первым способом, так как в этом случае высокое гидростатическое давление жидкости создает сильный прижим заготовки к пуансону, препятствуя ее растяжению и излишнему утонению. Одновременно с этим давление жидкости на закругление у фланца приводит к постепенному уменьшению радиуса закругления и производит заталкивание заготовки в матрицу, Благодаря этому создается более благоприятное напряженно-деформированное состояние позволяющее значительно увеличить глубину вытяжки.

Рис. 169. Последовательность процесса вытяжкн резнно-жндкостной матрицей
Теоретические исследования процессов гидравлической вытяжки приведены в работе [50].
На рис. 169 показана последовательность процесса вытяжки резино-жидкостной матрицей.
В табл. 103 приведены предельные и рекомендуемые коэффициенты вытяжки m = d/D при штамповке эластичной или жидкостной матрицей.
По данным американских источников, этот способ гидравлической вытяжки (гидроформ) применяется для изготовления деталей средних размеров (200-500 мм) из материала толщиной до 10 мм при максимальном давлении жидкости от 700 до 1000 кгс/см2.
| Штампуемые материалы | Коэффициенты вытяжки т1 = d1/D | |
| предельный | рекомендуемый | |
| Дуралюмин | 0,43 | 0,40 |
| Медь | 0,42 | 0,45 |
| Алюминий | 0,41 | 0,44 |
| Нержавеющая сталь | 0,41 | 0,43 |
| Стали 10 и 20 | 0,42 | 0,45 |
На рис. 170 изображена схема процесса гидравлической вытяжки в мелкосерийном производстве. Жидкость заключена в подвижный резервуар,
снабженный резиновой диафрагмой. Вытяжка происходит при движении пуансона вниз. Этот способ гидравлической вытяжки аналогичен способу вытяжки резиновой матрицей, но имеет следующие преимущества перед ним:
- возможность получить за одну операцию более глубокую вытяжку без разрушения резины;
- возможность создать более высокое давление до 1000 кгс/см2.
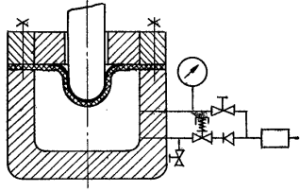 Рис. 170. Схема установки для гидравлической вытяжки |
Наибольшее развитие получил там называемый гидромеханический способ вытяжки, применяемый для изготовления цилиндрических, сферических, конических и других изделий.
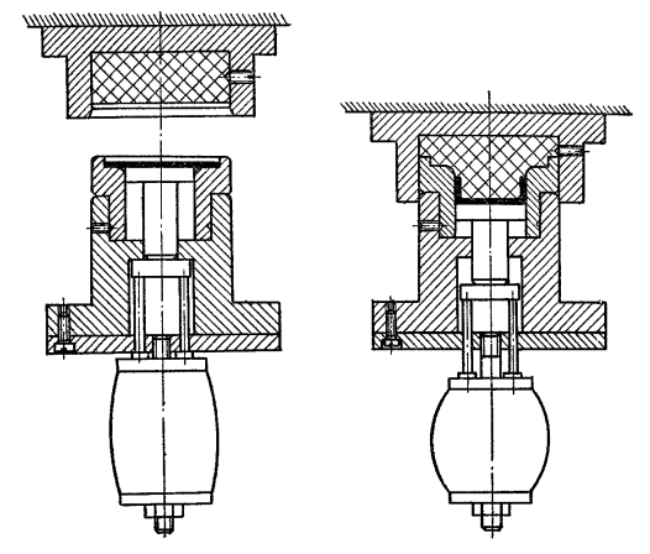
На рис. 171 приведена схема штампа для гидромеханической вытяжки. Вытяжка производится с противодавлением, а прижим предотвращает образование складок.
На рис. 171,а показана схема установки перед началом вдавливания пуансона, Заготовка прижата к матричному кольцу, снабженному уплотнениями. На рис. 171, б показан начальный момент вдавливания пуансона. Рабочая жидкость под высоким давлением обтягивает заготовку вокруг пуансона, образуя своеобразное гидравлическое ребро, усиливающее тормозящее действие прижима заготовки к пуансону.
В конце хода (рис. 171, в) гидравлическое ребро втягивается в матрицу и разглаживается давлением жидкости. В данном случае избыток рабочей жидкости вытесняется через дроссельное устройство в резервуар.
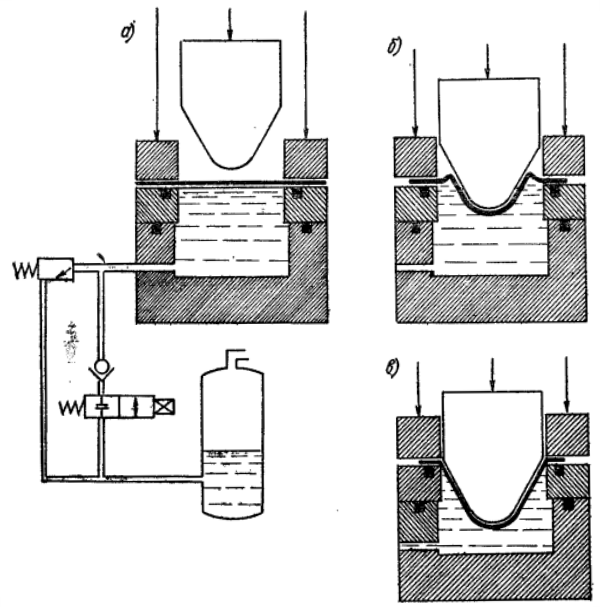
Рис. 171. Схема установки для гидромеханической вытяжки
Экспериментально освоена гидромеханическая вытяжка с удалением избытка жидкости через вытяжной зазор. Гидромеханическая вытяжка позволяет получить в одну операцию цилиндрические и квадратные полые детали с отношением h/d и a/d, равным 1,5 - 1,6.
Вытяжка на листоштамповочных молотах и гидравлических прессах
Этот способ вытяжки применяется главным образом в мелкосерийном производстве изделий, имеющих неустойчивую, часто меняющуюся конструкцию, когда использование обычных штампов нецелесообразно вследствие большой стоимости и длительности их изготовления.
Для штамповки на листоштамповочных молотах используются простые литые свинцово-цинковые штампы или штампы из прочных легкоплавких сплавов (АЦ 13-2, ЦАМ53 и др.). Штамповку на молотах магниевых и титановых сплавов ВТ1 производят в нагретом состоянии с подогревом штампов. В этом случае матрицы штампов делают из стали или чугуна и подогревают до 300 С, цинковые матрицы подогревают до 200-220 С.
На листоштамповочных молотах выполняют разнообразные штамповочные операции: гибку, вытяжку, формовку, отбортовку.
Процесс вытяжки на листоштамповочных молотах происходит за несколько постепенно усиливающихся ударов, причем глубина хода ограничивается или фанерными кольцами, укладываемыми на фланец заготовки и постепенно снимаемыми, или резиновыми многослойными накладками, устанавливаемыми в рабочую полость матрицы. Штамповка на молотах почти всегда дает гофры на фланце, а иногда и на самом изделии, обычно устраняемые ручной правкой. Крупным недостатком этого способа является увеличенный расход материала на края и фланцы, обрезаемые после штамповки, а также повышенный процент брака.
В последнее время освоен способ штамповки на листоштамповочных молотах - резиной. Штамповка производится резиной, заключенной в контейнер, подвешенный к поперечине листоштамповочного молота.
Технология штамповки резиной на листоштамповочных молотах аналогична штамповке резиной на гидравлических прессах. Этот способ позволяет выполнять ряд вытяжных работ в цехах, не имеющих гидравлических прессов.
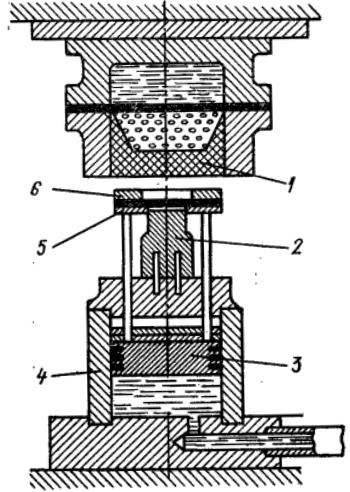 Рис. 172. Схема установки для вытяжки со складкообразованием на листоштамповочных молотах |
Практическим интерес представляет метод реверсивной вытяжки, выполняемый за две операции. В первой операции производится набор металла выпуклостью вверх с образованием обвода по контуру, а во второй - выворачивание выпуклости в обратную сторону.
Разработан и внедрен в серийном производстве способ пульсирующей вытяжки на листоштамповочных молотах с гофро-образованием. К штоку молота прикрепляется резино-жидкостная матрица 1, а на стол устанавливается устройство, состоящее из жесткозакрепленного вытяжного пуансона 2 и прижима 6, опирающегося на поршень 3, находящийся в гидравлическом цилиндре 5. Последний соединен с клапанной системой и воздушным аккумулятором (рис. 172). В процессе работы прижим периодически опускается вниз и поднимается вверх гидравлическим аккумулятором. Корпус резиновой матрицы выдерживает давление до 800 кгс/см2.
Перед штамповкой на заготовку устанавливают матрицу-накладку 6 и производят серию ударов, которые отгибают фланец заготовки. Вслед за этим происходит вытяжка со складкообразованием, а затем при резком повышении давления под поршнем происходит выпрямление складок (рис. 173). При этом способе достижимы довольно высокие коэффициенты вытяжки (m = 0,48/0,5). Кроме цилиндрических деталей можно изготовлять детали конической и прямоугольной коробчатой формы.
В последнее время разработан и внедрен в промышленность способ пульсирующей вытяжки с гофрообразованием и нагревом фланца заготовки.
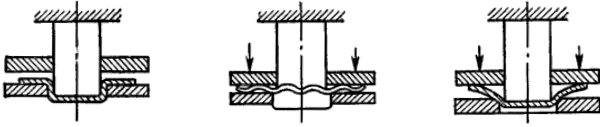
Рис. 173. Схема образования и выпрямления складок (гофров)
На рис. 174 приведены схемы пульсирующей вытяжки с гофрообразованием и нагревом фланца заготовки 2. Фланец заготовки нагревается от контакта с нагретыми частями штампа (рис. 174, а). Затем прижим поднимается на величину f, а пуансон опускается, вследствие чего на фланце образуются гофры (рис. 174, б). Прижим опускается вниз и разглаживает гофры (рис, 174, в). Затем процесс гофрообразования повторяется (рис. 174, е). В данном способе вытяжки, сопротивление фланца и напряжения в опасном сечении значительно снижены, благодаря чему возможна более глубокая вытяжка.
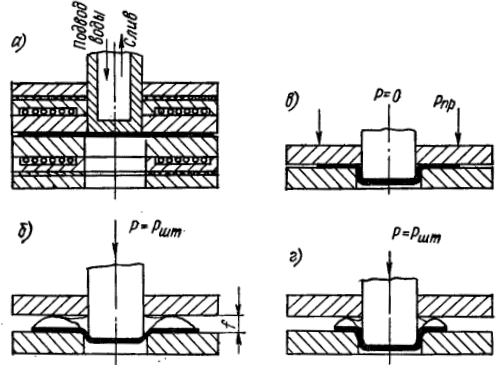
Рис. 174. Схема пульсирующей вытяжки с гофрообразованием
За одну операцию пульсирующей вытяжки с нагревом получают детали с коэффициентами вытяжки в 1,5-2 раза большими, чем при вытяжке с подогревом заголовки (K = 5,0/5,7).
Способ пульсирующей вытяжки опробован на сплавах АМгбМ, Д16АМи Д16АТ, МАЗМ и ОТ-4-0.
Для данного процесса разработаны и внедрены гидравлические прессы ПГВ-1, ПГ-13, ПМШ-500.
Обтяжка на гидравлических прессах
Обтяжка на гидравлических прессах применяется для изготовления крупных изделий несложной формы путем обтягивания тонколистовой заготовки вокруг специального обтяжного шаблона (пуансона). Для изготовления обтяжкой деталей двойной кривизны используют специальные гидравлические прессы. Существуют следующие способы обтяжки.
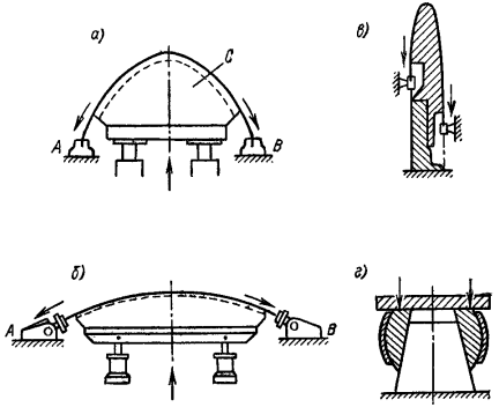
Рис. 175. Способы и разновидности обтяжки
1. Простая обтяжка (рис. 175, а), когда плоскую заготовку закрепляют в зажимах А и В, которые затем сближают. Окончательная форма двойной кривизны получается в результате движения пуансонаС вверх.
2. Обтяжка с растяжением (рис. 175, б), в процессе которой края заготовки зажимают в плоских или фигурных зажимах и изгибают по поднимающемуся пуансону с одновременным растяжением, осуществляемым перемещением зажимов в направлении, указанном стрелкой. Растяжение дается с целью получения остаточных деформаций и достижения точных размеров деталей, имеющих малую продольную кривизну (большой радиус). Точность деталей по отношению к пуансону составляет 0,5-0,7 мм при толщине листа 1-2 мм и 1-2 мм при толщине листа 3-5 мм.
3. Раздельная обтяжка (рис. 175, в), заключающаяся в предварительном изгибе заготовки с последующей обтяжкой ее по пуансону при перемещении зажимов вниз.
4. Кольцевая обтяжка (рис. 175, а), применяемая при изготовлении деталей замкнутой формы из сваренной кольцевой заготовки. Формообразование производится разжимными секционными пуансонами.
Кроме приведенных на рис. 175 схем, существуют обтяжные прессы с вертикальным расположением линии зажимов и горизонтальным движением пуансона.
Степень деформации при обтяжке определяется коэффициентом обтяжки, представляющим собой отношение длины наиболее растянутого участка к первоначальной длине заготовки Кобт = L/L0.
Для алюминиевых сплавов типа дуралюмина коэффициент обтяжки, получаемый в одну операцию, составляет Кобт = 1,03/1,06, что равнозначно наибольшему относительному удлинению 3-8%. При обтяжке в несколько операций суммарный коэффициент обтяжки может быть увеличен до Кобт = 1,12/1,14.
Способом обтяжки изготовляют детали из алюминиевых и магниевых сплавов толщиной до 5 мм или из нержавеющей стали толщиной до 1,5 мм, а также из титановый сплавов. В процессе обтяжки происходит сильное растяжение материала с утонением до 6%.
Недостатком этого способа являются большие потери металла на припуски для зажима листа захватами, а также необходимость доработки формы молотками с киянками.
В качестве дальнейшего развития данного способа экспериментально опробована обтяжка с применением вибраций оправки, осуществляемых особыми электро - схематическими и гидравлическими вибраторами. Частота вибраций 45-70 Гц, амплитуда колебаний от 0,2 до 0,8 мм.
Нужна помощь на производстве?
Специалисты завода Сталь-Штамп готовы спроектировать штамп, выполнить его ремонт или провести профессиональную заточку инструмента.