
Правка и чеканка
Процессы правки в холодной штамповке имеют двоякое применение:
- для выпрямления неровной поверхности или кривизны заготовок и деталей;
- для придания правильной формы и более точных размеров предварительно согнутым или вытянутым деталям. Выпрямление кривизны применяется для плоских и профильных заготовок, а также для прутков, труб и проволоки.
Правка листовых заготовок, а также прутков, труб и проволоки, производимая на специальных правильных машинах и станках, здесь не рассматривается. Для правки штучных заготовок применяют способы, приведенные в табл. 114.
| Способ правки | Схема штампа | Применение | Давление, кгс/мм2 | |
| Плоская правка | Гладкими штампами |  | Для деталей из тонких материалов | 8 - 10 |
| Точечными штампами |  | Для деталей из более толстых материалов, допускающих отпечатки на поверхности | 8 - 12 | |
| Вафельными штампами |  | Для деталей из более толстых мариалов, не допускающих глубоких отпечатков | 8 - 10 | |
| Профильная правка | 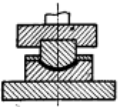 | Для открытых профилей из тонких материалов | 5 - 10 | |
| Пространственная правка | 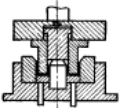 | Для уменьшения радиусов и для правки формы полых деталей | 15 - 20 | |
Чаще применяется правка вафельными, реже - точечными штампами. Вершины зубцов слегка притуплены. Зубцы вафельного штампа более притуплены и имеют широкую площадку (до 0,55).
Зубцы точечного штампа имеют в плане квадратную форму, а зубцы вафельного штампа - квадратную или ромбовидную.
Высота зубцов точечного штампа составляет от одной до двух толщин материала, а вафельного - около одной толщины материала. Шаг зубцов берется примерно равным толщине материала.
Усилие при правке штампами определяется по формуле:
, где F - поверхность детали, мм2; р - давление, кгс/мм2, по табл. 114.
Правка пространственных форм применяется главным образом для уменьшения радиусов закругления и выпрямления дна и боковых сторон деталей, полученных вытяжкой, отбортовкой или гибкой.
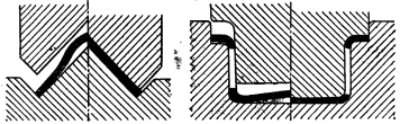 Рис. 198. Правка изогнутых деталей с калибровкой полок |
На рис. 198 изображен способ правки изогнутых деталей с калибровкой углов и получением более точных размеров полок (до 0,3 - 0,5 мм)
В серийном производстве правка толстолистовых деталей производится пачками на гидравлических прессах с длительной выдержкой под давлением пресса, которое не зависит от числа деталей в пачке. В массовом производстве применяется правка небольших плоских деталей между двумя вращающимися валками. Правка осуществляется с автоматической подачей заготовок и автоматическим стапелированием выправленных деталей.
В некоторых случаях, например при изготовлении трансформаторных пластин, правка между валками применяется с целью обжатия заусенцев по контуру детали.
На заводах массового производства созданы специальные автоматы для правки плоских деталей (шайб). Рабочими частями автомата являются вращающиеся диски подпружиненные рихтовочные ролики, кинематически связанные зубчатой и ременной передачами. Усилие нажима пружин регулируется и позволяет править шайбы толщиной до 2 мм. Автомат снабжен вибрационным бункером для подачи шайб на вращающийся диск.
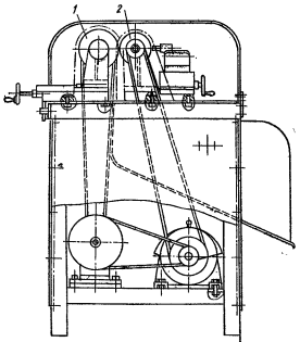 Рис. 199. Шлифовальный станок для снятия заусенцев с плоских деталей |
Наряду с требованием примизны плоских деталей стоит требование отсутствия заусенцев. Иногда это частично достигается при плоской правке деталей между валками. Но в этом случае заусенцы не удаляются, а лишь обжимаются по высоте. При более строгих требованиях в отношении недопустимости заусенцев применяют специальные шлифовальные станки для снятия заусенцев. Один из них показан на рис. 199.
В верхней части станка установлены два вала с насаженными на них резиновым кругом 1 и абразивным кругом 2. Круги вращаются с различной окружной скоростью: резиновый с частотой вращения 150-200 об/мин, а шлифовальный - с 5000 об/мин. Резиновый круг производит поджим зачищаемой детали к абразивному кругу и служит тормозом при перемещении детали вниз. Зазор между кругами регулируется вращением маховичков поперечных салазок.
У абразивного круга помещено устройство для его правки. Зачищенные детали проваливаются вниз и по желобу падают в тару.
Крупные листы статора и ротора электрических машин зачищают на специальных; гратозачистных шлифовальных станках. Однако зачистка заусенцев оставляет острые грани по контуру деталей и сдирает изоляционный слой.
В ряде случаев технические требования к чистоте контура деталей значительно возросли и не допускают не только заусенцев, но и острых граней. По контуру таких деталей требуется округление кромок по заданному радиусу.
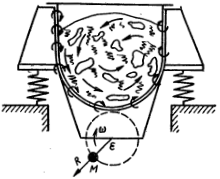 Рис. 200. Схема действия вибрационной чаши |
Для достижения указанного требования создан метод вибрационной обработки в абразивной среде, взамен галтовки во вращающихся барабанах. Сущность этого метода заключается в том, что обрабатываемые детали и абразивная среда помещаются в контейнер, которому сообщается колебательное движение в результате вращения неуравновешенной массы М (рис. 200). Колебательное (вибрационное) движение контейнера передается находящимся в нем деталям и наполнителю, которые получают разное, ускорение, а следовательно, - относительное перемещение с абразивной обработкой кромок и поверхности.
В установках для виброобработки осуществляется плоская или объемная вибрация, наиболее пригодная для обработки тонколистовых плоских деталей, требующих турбулизации потока.
В результате промышленного применения данного способа установлен оптимальный диапазон амплитуд вибрационного смещения А = 1/З мм при диапазоне частот от 2200 до 3000 кол/мин.
Существует два способа виброобработки:
- с сухим абразивом (ВУ-25 г до ВУ-500);
- с влажным абразивом (ПР377, ПР376А, ПР355А и др.).
Последние не требуют вентиляции и более предпочтительны. Они получили применение в часовой промышленности. В качестве абразивной среды применяется электрокорунд или бой шлифовальных кругов.
 Рис. 201. Схема установки для вибрационной очистки во влажном абразиве |
На рис. 201 изображена схема американской вибрационной установки. Детали вместе с абразивной массой и водой загружают в кольцеобразную чашу. Вибрации создаются при вращении центральной стойки чаши благодаря двум эксцентрично установленным грузам. Один из них создает горизонтальные вибрации и вызывает перемещение массы по окружности, а второй, нижний груз, создает вертикальные колебания с частотой от 20 до 40 Гц. В результате возникает спиралеобразное пространственное перемещение абразивной массы и деталей, причем с деталей удаляются заусенцы и слегка закругляются грани без повреждения плоских или фигурных поверхностей, которые приобретают полированный вид.
В качестве абразива применяют мелкие зерна окиси алюминия, иногда с некоторыми добавками, Поверхность вибрационной, чаши защищена от износа слоем полиуретана. Вместимость ее от 0,1 до 2,0 м3.
Наряду с указанной машиной существуют более сложные агрегаты, в которые входят устройства для отсеивания и промывки деталей, очистки абразива от металлических частиц, насос для кругооборота абразивной массы и др. Указанные агрегаты предназначены для вибрационной обработки любых, а не только штампованных деталей.
Фирма «Бош» (ФРГ) изготовляет установки для удаления заусенцев у небольших деталей посредством детонации газовой смеси и сгорания тонких заусенцев. В камеру, куда помещаются детали с заусенцами, впрыскивается кислородно-ацетиленовая смесь и воспламеняется. Кратковременная температура вспышки достигает 2000° С; в пламени которой тонкие заусенцы сгорают и оплавляются.
Преимущественное применение этого способа - удаление заусенцев после механической обработки деталей на металлорежущих станках.
Чеканка представляет операцию, при которой происходит образование выпукло-вогнутого рельефа на поверхности изделий за счет местного изменения толщины материала и заполнения им рельефной полости штампа.
Наиболее распространенным и типовым примером является чеканка монет, значков, медалей, а также художественная чеканка, применяемая и часовом производстве, ювелирной промышленности и т.п. Заготовками для них является листовой металл. В большинстве случаев чеканка производится в закрытых штампах без вытеснения металла из рабочей полости штампа.
Для художественной чеканки сравнительно крупных изделий (столовые приборы и т.п.) применяется открытая поверхностная чеканка.
Процесс чеканки хотя и сопровождается небольшим перемещением металла, но для получения четкого рельефа требует большого давления. Усилие, необходимое для чеканки, может быть определено по формуле:
, где F - площадь проекции детали, мм2; q - давление, кгс/мм2.
Опытные величины давления при чеканке (в кгс/мм2) следующие:
| Чеканка золотых монет | 120 - 150 |
| Чеканка серебрянных монет | 150 - 180 |
| Чеканка никелевых монет | 160 - 180 |
| Чеканка тонких латунных циферблатов | 200 - 250 |
| Чеканка столовых приборов из нержавеющей стали | 250 - 300 |
Давление чеканочного пресса обычно берется больше расчетного во избежание перегрузки при работе в упор.
Операции клеймения аналогичны операциям чеканки, но имеют более поверхностный характер и требуют несколько меньшего давления. Зачастую клеймение листовых деталей производится на одной из позиций последовательного штампа.
В массовом производстве для клеймения деталей применяют специальные маркировочные станки ротационного или рычажного типа.
Нужна помощь на производстве?
Специалисты завода Сталь-Штамп готовы спроектировать штамп, выполнить его ремонт или провести профессиональную заточку инструмента.