
Изгиб с растяжением
Во многих отраслях промышленности применяются полосовые или профилированные детали (рис. 67), изогнутые под весьма большим радиусом (малой кривизны). Обычной гибкой такие детали получить нельзя, так как при изгибе с большим радиусом деформации поперечного сечения будут целиком или в значительной мере упругими, вследствие чего заготовка будет распружинивать и выпрямляться.
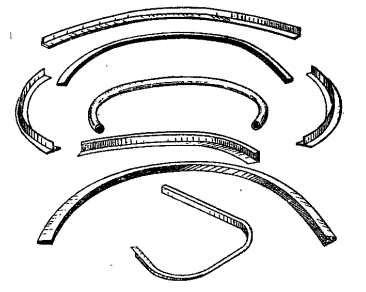
Рис. 67. Примеры контурной гибки профилей
Для изготовления деталей малой кривизны применяется изгиб с растяжением заготовки. При этом растягивающая сила создает деформации удлинения, по величине превышающие другие, благодаря чему изгиб происходит в области пластических (остаточных) деформаций, а деталь сохраняет свою форму. Деформации удлинения, вызванные растяжением заготовки, накладываются на разноименные деформации, получающиеся при изгибе, и дают измененную схему распределения деформаций по сечению.
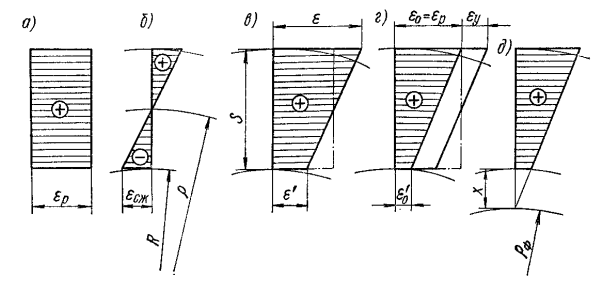
Рис. 68. Схемы распределения деформаций и смещение нейтрального слоя при изгибе с растяжением (РФ - радиус фиктивного нейтрального слоя)
На рис. 68 приведены следующие схемы распределения деформаций по высоте сечения при изгибе с растяжением: схема деформаций удлинения ер при растяжении, равномерно распределенных по сечению (рис. 68,а); схема распределения деформаций удлинения (+) и укорочения (-) от изгиба радиусом R (рис. 68,б); общая схема распределения деформаций в момент действия приложенных нагрузок (рис. 68,в) полученная наложением схем рис. 68, а и б; схема, показывающая уменьшение деформаций в результате снятия упругих деформаций после прекращения нагрузки (рис. 68,г ); окончательная схема распределения остаточных деформаций удлинения по всему сечению (рис. 68,д).
Как видно из рис. 68,д, нейтрального слоя в сечении заготовки нет, так как все сечение получило удлинение. Нейтральный слой стал фиктивным и переместился наружу на расстояние х от внутренней поверхности изогнутого сечения.
Из рассмотрения схем распределения деформаций при изгибе с растяжением можно сделать следующие выводы.
Для того чтобы при малой кривизне изгиба (большом R) обеспечить пластическую деформацию по всему сечению, необходимо при растяжении получить удлинение:
, где εT = 0,002 - величина деформации, соответствующая пределу текучести.
Допуская некоторую приближенность, можно принять:
Следовательно, при изгибе с растяжением для получения остаточных деформаций по всему сечению достаточно растянуть заготовку на 0,5% ее длины. Однако в этом случае пружинение будет достигать большого значения, так как упругая деформация по сравнению с остаточной довольно велика. Поэтому при изгибе профилированного материала обычно допускают значительно большее удлинение (2-5%), что соответствует большей степени пластической деформации, увеличивая степень наклепа и уменьшая упругое пружинение. Это, однако, приводит к значительному искажению профиля и требует принятия предупредительных мер.
При изгибе с растяжением на профилегибочных растяжных станках заготовка предварительно растягивается до получения удлинения ~1%, в растянутом состоянии изгибается по пуансону, а затем калибруется дополнительным растяжением.
После изгиба с растяжением пружинение значительно уменьшено, но не исключено полностью. Величина пружинения после изгиба с растяжением зависит от относительного радиуса изгиба, характера профиля и формы детали. Так, отклонение концевых участков дуралюминовых профилей от контура пуансона составляет при криволинейных концевых участках 2-5 мм, при прямолинейных концевых участках - до 10 мм.
Нужна помощь на производстве?
Специалисты завода Сталь-Штамп готовы спроектировать штамп, выполнить его ремонт или провести профессиональную заточку инструмента.