
Растяжка (раздача)
Операция растяжки (раздачи) представляет собой расширение пустотелых деталей или трубчатых заготовок, производимое за счет растяжения материалов изнутри в радиальном направлении.
Растяжка, как правило, требует применения штампов с разъемной матрицей. Для растяжки применяют следующие типы штампов:
- с резиновым пуансоном (рис. 193);
- с жидкостью вместо пуансона (гидравлическая штамповка);
- с разжимными секциями, раздвигаемыми клиновой вставкой.
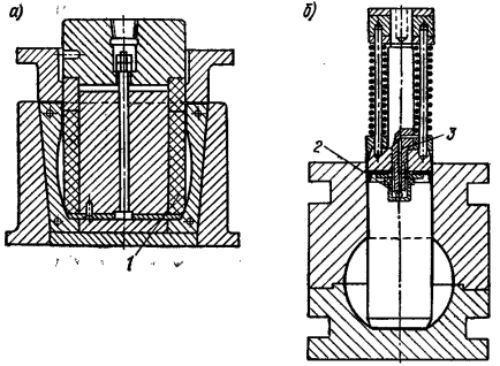
Рис. 193. Штамп для растяжки резиной (а) и жидкостью (б):
1 - резина; 2 - шаровой клапан; 3 - воздушный канал
В гидравлическом штампе (рис. 193, б) рабочая полость имеет горизонтальный разъем, осуществляемый прижимом, действующим от наружного ползуна. Уплотнение производится специальной манжетой. Пуансон работает как плунжер, производя давление на налитую в заготовку жидкость (масло, вода). Для впуска и выпуска воздуха снабжен воздушным каналом с шаровым клапаном.
Штамповка с сыпучими наполнителями (дробь, песок) распространения не получила. Иногда применяют гидравлическую штамповку-растяжку в штампах с вертикальным разъемом матриц на прессах двойного действия, в этом случае пуансон снабжен резиновым мешком с налитым в него глицерином.
Общим недостатком описанных штампов является неудобство и сложность ручного разъема матрицы и вынимания готовой детали.
Более просты и производительны штампы аналогичного назначения с резиновым или полиуретановым пуансоном, прикрепленным к внутреннему ползуну пресса. Такие штампы применяются для штамповки бидонов, кофейников и других подобных изделий. Так как заготовки для растяжки обычно получены за две-четыре операции вытяжки, сопровождаемые наклепом металла, то перед растяжкой их следует отжигать
для восстановления пластичности металла. Риски и задиры на поверхности заготовки, не говоря уже о задавленных складках, неизбежно ведут к разрыву.
Степень деформации при растяжке может быть выражена коэффициентом растяжки:
, где dp - наибольший диаметр после растяжки; d0 - исходный диаметр цилиндрической заготовки.
В качестве предварительных данных могут быть рекомендованы коэффициенты растяжки, приведенные в табл. 113.
Таблица 113. Приближенные коэффициенты растяжки (раздачи)
| Материал | Коэффициенты растяжки при относительной толщине заготовки (S/D) 100 | |||
| 0,45-0,35 | 0,32-0,28 | |||
| Без отжига | С отжигом | Без отжига | С отжигом | |
| Сталь 10 Алюминий | 1,10 1,20 | 1,20 1,25 | 1,05 1,15 | 1,15 1,20 |
Степень деформации при растяжке (раздаче) может быть увеличена, если одновременно с внутренним радиальным давлением производить осевое сжатие заготовки. Местный нагрев заготовки (очага деформации) значительно увеличивает возможную степень деформации.
Для различных видов растяжки алюминиевых трубчатых заготовок экспериментально установлены следующие предельные коэффициенты растяжки:
| Простая растяжка резиной | 1,2 - 1,25 |
| Растяжка резиной с осевым сжатием заготовки | 1,6 - 1,7 |
| Растяжка резиной с местным нагревом до 200 - 2500С | 2,0 - 2,1 |
| Растяжка резиной с края коническим пуансоном с нагревом до 3800С | 3,0 |
Разновидностью растяжки является широко распространенная операции высадки буртиков в полых или трубчатых заготовках. Высадка буртиков обычно производится механическим давлением на торец заготовки.
Операция растяжки применяется также для изготовления крупногабаритных деталей меющих криволинейное очертание, для чего в Польше применяется способ Гидравлической штамповки при помощи специальной гидравлической установки [220] (рис. 194).
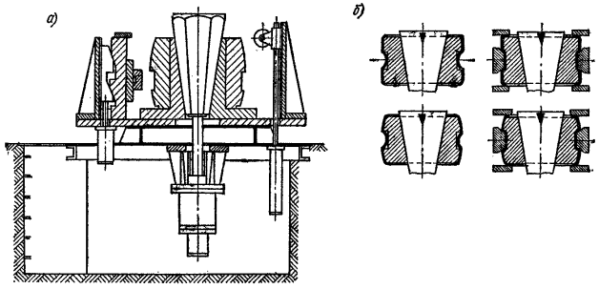
Рис. 194. Гидравлическая установка для растяжки крупных деталей:
а - схема установки, б - схемы рабочих инструментов
Аналогичными способами изготовляются радиально-гофрированные трубы типа сильфонов.
Нужна помощь на производстве?
Специалисты завода Сталь-Штамп готовы спроектировать штамп, выполнить его ремонт или провести профессиональную заточку инструмента.