
Изгиб труб и тонкостенных профилей
Гибка труб производится на гибочных приспособлениях между двумя роликами (рис. 74, а ) или на специальных трубогибочных машинах с неподвижной оправкой ложкообразной формы (рис. 74,б ), или в штампах (рис. 74, е и а ). В последнем типе гибка трубки в кольцо производится за три приема. Вначале подгибается по радиусу один конец, потом второй, а затем производится полный загиб кольца.
В процессе гибки поперечное сечение трубки сильно деформируется. Толщина стенки с наружной стороны уменьшается, а с внутренней - увеличивается. При гибке с наполнителем или оправкой сечение трубы остается круглым, но разиостенным. При гибке без наполнителя сечение трубы сплющивается и приобретает овальную форму. При гибке тонкостенных труб происходит образование складок с внутренней стороны колена в результате потери устойчивости.
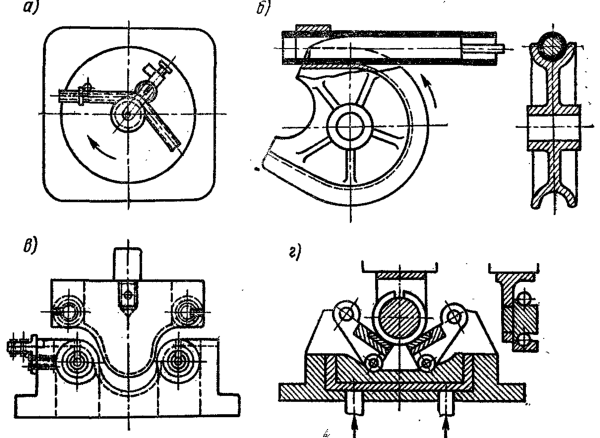
Рис. 74. Способы гибки труб
Иногда встречаются случаи гибки труб прямоугольного сечения при малом радиусе закругления (рис. 75). Такой изгиб осуществляется при помощи наполнителя в виде пачки тонких стальных полированных пластин толщиной от 0,2 до 1 мм. Пакет пластин шлифуют по внутреннему размеру трубы, вводят в трубу при помощи двух затяжных лент и расклинивают клиньями толщиной от 0,5 до 3 мм. Гибку производят на гидравлических или специальных прессах в матрице с боковыми щеками - ограничителями. После гибки вначале вытаскивают клинья, а затем пластинки.
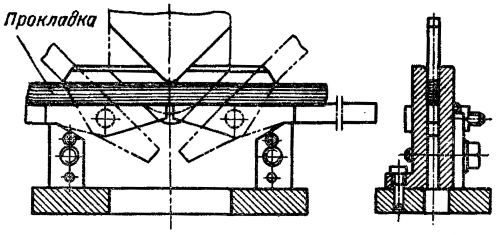
Рис. 75. Гибка труб прямоугольного сечения в штампе с шарнирной матрицей
В радиотехнической промышленности применяется оригинальный метод гибки прямоугольных труб с наименьшим радиусом изгиба 100-125 мм. Для этой цели применяют как штампы, так и специальные гибочные станки. Процесс гибки происходит вследствие одновременной насечки трех стенок трубы при неравномерном их утонении (рис. 76, а, б). Глубина насечки а = 0,2 / 0,3 мм.
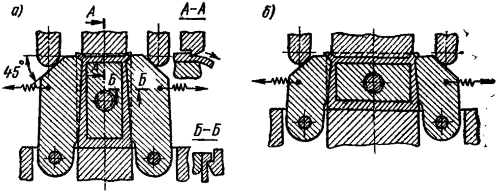
Рис. 76. Схема действия штампа для гибки прямоугольных труб
Автоматическое перемещение трубы после каждого обжатия - на 0,2-1,0 мм. Верхняя стенка деформируется наиболее глубоко и удлиняется. Боковые стенки деформируются неодинаково по высоте, сверху, как и верхняя стенка, а внизу не деформируется, так же как и нижняя стенка трубы. В результате боковые стенки удлиняются неравномерно и создают изгиб трубы по требуемому радиусу, так как глубина насечек регулируется.
В холодной штамповке часто приходится встречаться с изготовлением деталей из проволоки. Эти детали изготовляют или обычной гибкой, или завивкой.
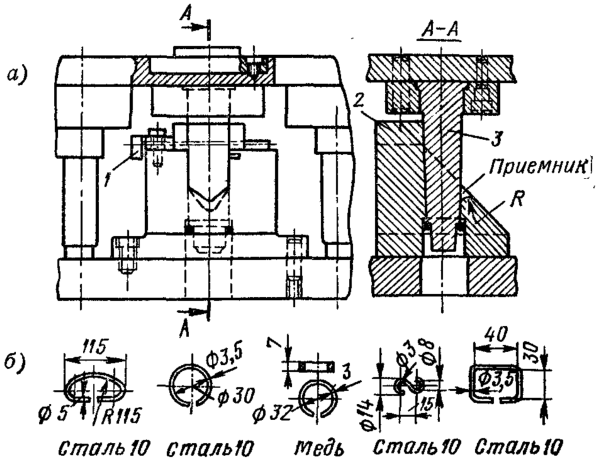
Рис. 77. Изготовление проволочных деталей завивкой
На рис. 77,а изображен геликоидальный штамп для изготовления проволочных деталей завивкой вокруг пуансона. Заготовка, установленная до упора 1, захватывается кольцевым уступом пуансона 3 и вдавливается в отверстие приемника (матрицы) 2. Края заготовки скользят по геликоидальному скосу приемника и постепенно огибают пуансон.
Угол подъема рабочего ребра штампа обычно берут равным 45°. Для деталей с малым отношением радиуса изгиба к диаметру проволоки (r ≤ 2d) угол подъема увеличивают до 60°.
На рис. 77,б изображены проволочные детали, изготовляемые на штампе указанного типа.
При гибке профилей, труб, а также полос на ребро наименьший радиус изгиба лимитируется не прочностью металла (так как при больших радиусах изгиба деформации крайних волокон невелики), а потерей устойчивости и деформацией (искажением) поперечного сечения профиля.
| Тип профиля | Наименьший радиус изгиба | Примечание |
| Прокатные профили: мелкие средние крупные | 4 - 5 h 6 - 8 h 8 - 10 h | Гибка на трехроликовых машинах. При гибке в свободном состоянии предельный радиус изгиба значительно больше (25-50 h) |
| Тонкостенные профили: симметричные несимметричные | 8 - 10 h 20 - 25 h | Гибка на специальных профилегибочных станках |
| Стальные полосы (кольцевая гибка на ребро) | 3 - 4 h | Верхнее значение для гибки на роликовых машинах |
| Стальные трубы: при S = 0,02D S = 0,05D S = 0,1D S = 0,15D | 4D 3,6D 3D 2D | Радиус изгиба по оси трубы. Гибка без наполнения или оправки. При меньших радиусах изгиба гибку производить с оправкой или наполнением. |
Обозначения: h - высота профиля; D - диаметр трубы; S - толщина стенки трубы.
Наименьший радиус при гибке труб зависит от рода материала, относительной толщины стенки и способа гибки.
В табл. 28 приведены наименьшие радиусы гибки профилей и труб.
Гибка тонкостенных профилей осуществляется на специальных профилегибочных растяжных станках. Существует два типа профилегибочных растяжных станков с поворотным столом и с неподвижным столом и подвижными зажимами.
Применение изгиба с одновременным растяжением необходимо при гибке под большими радиусами закруглений, так как в этом случае относительная деформация крайних волокон невелика и может находиться даже в пределах упругих деформаций, вследствие чего неизбежно упругое пружинение большой величины. При изгибе же с одновременным растяжением деформации увеличиваются (при том же радиусе изгиба) и из упругой области переходят в пластическую. В связи с этим упругое пружинение имеет минимальную величину.
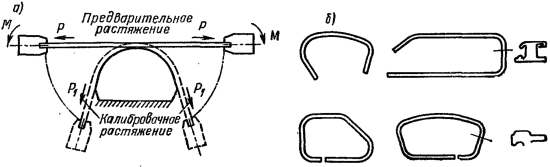
Рис. 78. Изгиб тонкостенных профилей
В некоторых отраслях промышленности применяют профилегибочные растяжные станки, создающие предварительное растяжение во время гибки и калибровочное растяжение в конце гибки (рис. 78,а).
На рис. 78,б приведены примеры тонкостенных профильных деталей, получаемых на указанных профилегибочных станках.
Определение технологических параметров процесса гибки с растяжением профилированных заготовок приведено в работе [95]. При изгибе тонкостенных профилированных заготовок полузамкнутого и замкнутого контуров с большой кривизной изгиба, последний производится на специальных профилегибочных станках.
Нужна помощь на производстве?
Специалисты завода Сталь-Штамп готовы спроектировать штамп, выполнить его ремонт или провести профессиональную заточку инструмента.