
Резка листового металла ножницами
Листовые материалы для холодной штамповки в большинстве случаев предварительно разрёзают на полосы или заготовки необходимых размеров. Резка полос является заготовительной операцией и производится на рычажных, гильотинных, дисковых (роликовых) Или вибрационных ножницах, а также на специальных отрезных штампах.
Процесс резки листового материала ножницами состоит из трех последовательных стадий:
- упругой,
- пластической,
- скалывания.
Различные способы резки листового металла и типы режущих инструментов приведены в таблице 1.
| Тип ножниц и схема | Рабочие элементы режущих инструментов | Основное применение |
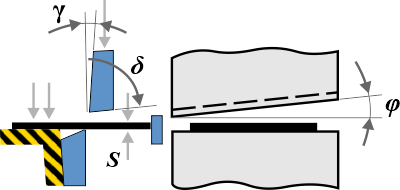 |
Угол створа: для гильотинныхножниц φ = 2/6°; для рычажных ножниц φ = 7/12° Угол резания δ = 75/85° Задний угол γ= 2 / 3° Для упрощения заточки ножей допускается δ=90° и γ = 0 Зазор между ножами от 0,05 до 0,2 мм | Резка листовых материалов на полосы или штучные заготовки. Толщина разрезаемого материала до 40 мм (в зависимости от типа ножниц) |
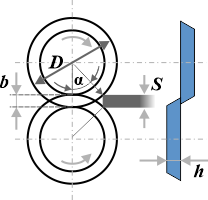 |
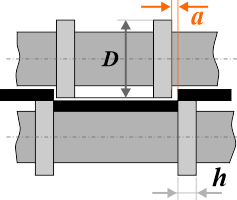
Угол захвата а < 14 Заход ножей b=(0,2/0,3)S Размер ножей (дисков): для толстых материалов (S > 10 мм) D = (25/30) S, h = 50/90 мм; для тонких материалов (S < 3 мм) D = (35 / 50) S, h = 20 / 25 мм |
Резка листов на полосы, а также резка круглых (дисковых) заготовок с выходом на край листа. Толщина разрезаемого материала до 30 мм (разные типы ножниц) |
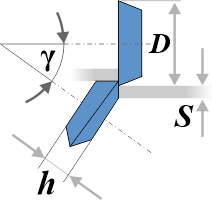 |
Угол наклона γ=30/40° Размеры ножей (дисков): для толстых материалов (S > 10 мм) D = 20S, h = 50 /80 мм; для тонких материалов (S < 3 мм) D=28S, h=15/20 мм |
Резка полос и круглых дисковых и кольцевых заготовок. Толщина разрезаемого материала до 30 мм (разные типы ножниц) |
 |
Зазор а ≤ 0.2S Зазор b ≤ 0.3S Размер ножей (дисков): для толстых материалов (S > 10 мм) D = 12S, h=40/60 мм; для тонких материалов (S < 5 мм) D = 20S, h = 10/15 мм |
Резка круглых, дисковых кольцевых и криволинейных заготовок с малым радиусом, толщиной до 20 мм. Криволинейная поверхность задней режущей грани обеспечивает свободный поворот материала |
 |
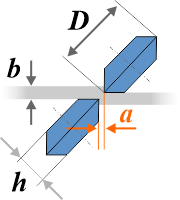
Угол резания 90° Размеры ножей: D = (40 /125) S, h = 15/30 мм Перекрытие: b = ± 0.5S; зазор а = (0,1/0,2)S |
Для одновременной резки нескольких полос, а также для обрезки полос и ленты по ширине. Толщина материала до 10 мм (разные типы ножниц) |
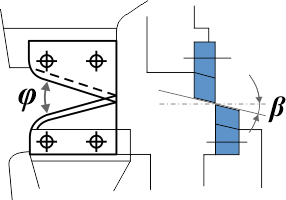 |
Число ходов 2000 - 25000 в минуту Ход ножа 2-3 мм Передний угол β = 6/7° Угол створа φ = 24/30° |
Резка криволинейных заготовок по разметке или шаблонам с малым радиусом (до r=15 мм). Толщина материала до 10 мм |
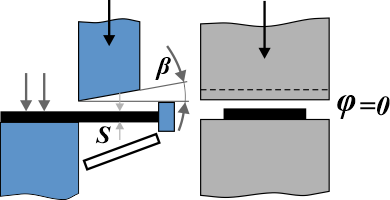 |
Передний угол β = 2/3° Угол створа φ = 0 |
Резка полис на штучные заготовки |
Раздельные операции
Наиболее распространена резка листов на гильотинных ножницах.
В цехах металлических конструкций и заготовительных цехах некоторых заводов производится резка сортового и профильного проката на специальных пресс-ножницах усилием до 1600 тс при наибольшем размере сечения 250 X 250 мм. Способы резки профилей и типы применяемого инструмента приведены в специальной литературе.
Нужна помощь на производстве?
Специалисты завода Сталь-Штамп готовы спроектировать штамп, выполнить его ремонт или провести профессиональную заточку инструмента.