
Усилие резания при вырубке и пробивке
В процессе вырубки листового металла возникает сложное неоднородное силовое поле, сконцентрированное вблизи режущих кромок пуансона и матрицы. На рис.7 приведена схема сил, действующих на заготовку при вырубке без прижима.
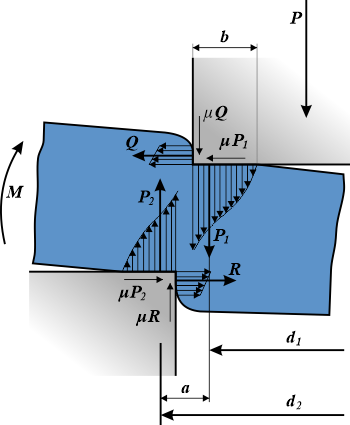 Рис.7. Схема сил действующих на заготовку в процессе вырубки |
Пуансон обычно вдавливается в листовую заготовку не по всей торцовой поверхности, а лишь по кольцевому (или иной формы) пояску шириной b. Такое же вдавливание происходит и со стороны матрицы. Давление пуансона и матрицы по ширине пояска распределено неравномерно, как показано на рис.7. Оно может быть заменено равнодействующими удельных усилий Р1 и Р2, приходящихся на единицу длины контура, диаметром d1 и d2.
Таким образом при вырубке - пробивке возникает пара сил P1 и Р2, с плечом а, создающих круговой (пространственный) изгибающий момент М, под действием которого относительно тонкая заготовка изгибается и выпучивается. В результате изгиба заготовки возникает давление металла на наружную поверхность пуансона и распирающее давление на кромки матрицы (на рис.7 показаны реактивные удельные усилия Q и R). Кроме нормальных сил на поверхность заготовки действуют касательные усилия, созданные силами трения (μP1, μQ, μP2, μR).
Ввиду сложности и неоднородности силового поля при вырубке - пробивке в технологических расчетах применяется условная технологическая величина - сопротивление срезу (кгс/мм2):
Она объединяет все виды сопротивления вырезаемого металла и автоматически учитывает упрочнение металла к моменту скола.
Сопротивление срезу является условной величиной вследствие того, что усилие отнесено к полной боковой поверхности детали. Экстремальное значение сопротивления срезу получаем, если отнесем максимальное усилие к оставшейся площади поверхности заготовки в момент начала скалывания шириной S-hП. Экстремальное и условное сопротивления срезу находятся в зависимости:
Однако глубина вдавливания hП не является постоянной для данного металла, так как зависит также от зазора и скорости вырубки (см. рис.4), что затрудняет практическое применение этой величины. Кроме того, для определения расчетного усилия вырубки и пресса нет необходимости прибегать к экстремальным значениям σэк, так как Рmах имеет одно и то же значение, при любом способе подсчета.
На рис.8 приведена типовая диаграмма изменения усилия вырубки на протяжении рабочего хода. Наивысшая точка кривой соответствует наибольшему усилию Рmах и окончанию пластической стадии процесса вырубки. Перегиб кривой характеризует возникновение скалывающих трещин у режущих кромок матрицы, а затем и у пуансона, что является началом скола. Вертикальная линия соответствует окончанию вырубки, резкому падению усилия и разгрузке пресса. Остальная часть диаграммы фиксирует вибрации ползуна пресса и проталкивание детали в матрицу.
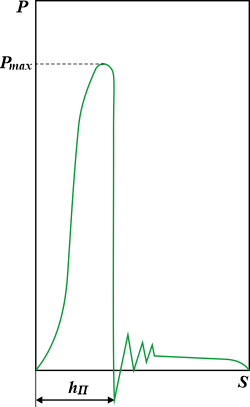 Рис.8. Изменение усилия вырубки на протяжении рабочего хода |
Как показали исследования автора [122; 123], сопротивление срезу зависит не только от механических свойств металла и степени предварительного наклепа, но также от относительной толщины вырубки, зазора и скорости процесса резания. Следовательно, σСР не может быть однозначной величиной для какого-либо металла, а различна в разных случаях процесса вырубки или пробивки.
В результате экспериментальных исследований процесса вырубки-пробивки круглых деталей и отверстий в заготовках из листовой стали различных толщин и марок [122] установлена количественная зависимость:
,где m - коэффициент, зависящий от относительного зазора z/S.
При оптимальной величине двустороннего зазора z = 0,15 S коэффициент m = 1,2,а сопротивление срезу находится по формуле:
Выявленная зависимость σСР от относительной толщины детали S/d объясняется значительным увеличением жесткости вырубаемых деталей при увеличении отношения S/d, в результате чего резко возрастают удельные распирающие усилия, а следовательно, повышается сопротивление металла разделению.
Ha puc.9, а приведена аппроксимированная зависимость σСР / σВ от относительной толщины детали S/d для стали при разной величине зазоров. На рис.9, б приведена величина сопротивления срезу в зависимости от отношения S/d для наиболее применяемых марок углеродистых сталей при оптимальном зазоре. Расчетное усилие процесса среза штампами с параллельными режущими кромками определяется по формулеЖ
,где σСР - сопротивление срезу с учетом отношения S/d и величины зазора.
Полное усилие вырубки обычно учитывает поправку на неоднородность материала и затупление режущих кромок введением поправочного коэффициента k = 1,2. В случае применения расчетному усилию вырубки прибавляют усилие сжатия буферов или пружин. Полное усилие вырубки составляет:
,где Qб - усилие сжатия буфера, прижима, съемника, кгс.
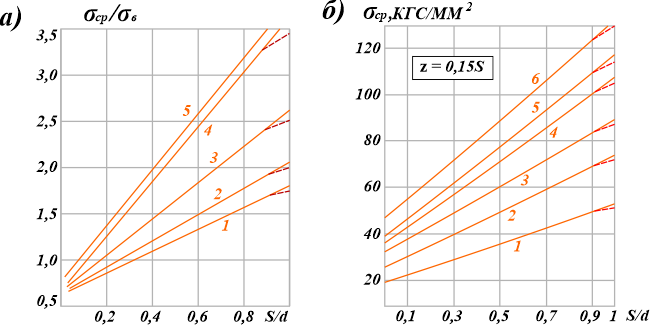 Рис. 9. Зависимость сопротивления срезу от отношения S/d: а - зависимость σСР / σВ от относительной толщины детали S/d для углеродистой стали; 1 - z=0,15S; 2 - z=0,1S; 3 - z=0,05S; 4 - z=0,005S (беззазорная вырубка). б - сопротивление срезу для наиболее распространенных сталей; 1 - сталь 08кп; 2 - сталь 20 и СтЗ; 3 - сталь 30; 4 - сталь 45; 5 - сталь Х18Н10Т; 6 - сталь 65Г. |
Для упрощения подсчета усилий можно пользоваться усредненными значениями σСР по табл.3. жесткости отхода и упрочнения металла σСР значительно возрастает и должна определяться по приведенным выше формулам или диаграмме (рис.9, б).
| Различные случаи вырубки-пробивки | Усредненное значение σСР | ||
| при z = 0,15S, (m = 1,2) | при z = 0,005S (m = 3,0) | ||
| вырубка | Крупные детали (d ≥ 1000S) Средние детали (d ≥ 50S) Мелкие детали [d = (5/10)S] |
0,6σВ 0,7σВ 0,8σВ |
0,65σВ 0,8σВ (1/1,2)σВ |
| пробивка | Отверстие d ≤ (5/2,5)S d ≤ (2/1,5)S d = S |
σВ (1,2/1,4)σВ 1,8σВ |
(1,5/1,8)σВ (2,0/2,6)σВ 3,6σВ |
Усилие пресса обычно берется значительно больше расчетного усилия вырубки для увеличения запаса жесткости и повышения надежности и долговечности пресса и штампа (см. второй раздел).
Так как на практике приходится- иметь дело с материалами определенных марок по ГОСТам, то для удобства практического пользования а справочных таблицах приведены укрупненные данные по сопротивлению (срезу при вырубке и механическим свойствам для основных гостированных-материалов, применяемых в холодной штамповке.
Сведения по сопротивлению срезу при вырубке неметаллических материалов приведены в гл. VIII.
Для определения экстремальной величины сопротивления срезу:
необходимо найти hП, зависящую от пластичности металла, толщины заготовки, зазора и скорости деформирования (числа ходов пресса). Эта величина соответствует высоте пластической зоны поверхности среза, являющейся качественной частью поверхности среза, так как только эта поверхность участвует в сопряжении с другими деталями и контролируется по размерам.
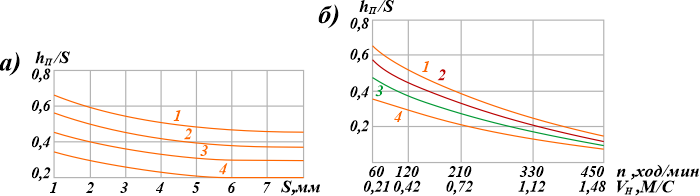 Рис. 10. Зависимость hП/S от толщины материала (а) и числа ходов пресса (б): 1 - для стали 08кп (σВ = 30 кгс/мм2); 2 - для стали 20кп (σВ = 40 кгс/мм2); 3 - для стали 30 (σВ = 50 кгс/мм2); 4 - для стали 50 (σВ = 65 кгс/мм2) |
На рис.10, а приведены усредненные значения зависимости относительной величины hП/S от толщины материала для наиболее применяемых в листовой штамповке марок сталей. Приведенные данные относятся к вырубке с малой скоростью при нормальных зазорах между пуансоном и матрицей. При вырубке на быстроходных прессах (400-600 ход/мин) относительная глубина вдавливания уменьшается от трех до пяти раз.
На рис. 10, б приведена экспериментальная зависимость hП/S от числа ходов пресса для материала толщиной 1-1,2 мм.
В результате совместного решения указанных зависимостей получены следующие уравнения [126]:
,где n - число ходов пресса в минуту (от 60 до 450 ход/мин).
Для уменьшения усилий резания при вырубке толстого материала или деталей больших размеров применяют штампы со скошенными режущими кромками пуансонов или матриц.
Различные типы скоса режущих кромок приведены на рис.11.
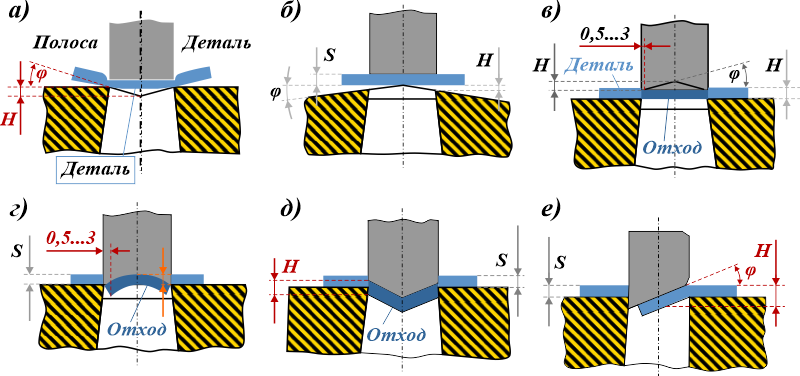 Рис. 11. Различные типы скоса режущих кромок: Н - глубина скоса; φ - угол скоса. |
При вырубке деталей пуансон должен быть плоским, а скос делается на матрице (рис.11, а, б). Деталь получается плоской, а отход изогнутым. Скос должен быть двусторонним и симметричным относительно центра давления штампа.
При пробивке отверстий матрица должна быть плоской, а скос делается на пуансоне (рис.11, в, г, д), вследствие чего деталь остается плоской, изгибается же отход.
Односторонний скос режущих кромок применяется лишь при надрезке с отгибкой (рис.11, е). В других случаях односторонние скосы делать не рекомендуется. Обычно применяемые величины двусторонних скосов приведены в табл. 4.
| Толщина материала, мм | Скол Н, мм | Угол скола φ,…° | Среднее усиление резания в % от Pmax |
| до 3 | 2S | до 5 | 30 – 40 |
| 03 - 10 | S | до 8 | 60 - 65 |
На рис.12 приведены различные способы заточки торца пуансонов для пробивки толстых материалов (S = 10/20 мм). Основная цель - уменьшение нагрузки и увеличение прочности режущих кромок дли повышения стойкости пробивных пуансонов.
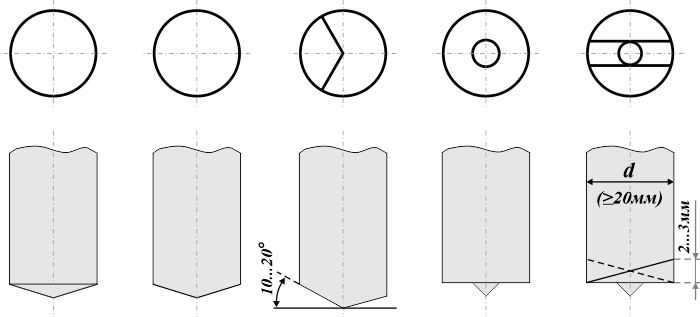 Рис.12. Различные способы заточки торца пуансонов для пробивки толстых материалов. |
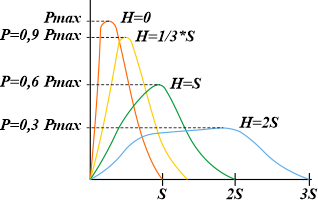 рис. 13 Диаграмма уменьшения усилий при вырубке в штампах со скосом режущих кромок (Н – величина скоса). |
На диаграмме (рис.13) показано уменьшение требуемых усилий при вырубке в штампах с различным скосом режущих кромок. При многопуансонной вырубке или пробивке пуансоны делают разной длины (рис.14), вследствие чего усилия не совпадают во времени и не суммируются.
Ступенчатая длина пуансонов применяется, не только для уменьшения усилия вырубки, но главным образом для уменьшения износа и повышения стойкости пуансонов. С этой целью тонкие пуансоны делают более короткими. Величина Н (см.рис.11) для тонких материалов обычно берется равной толщине материала, а для толстых - половине толщины материала.
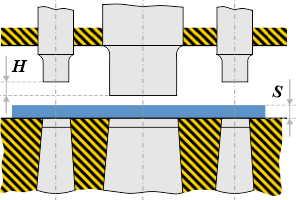 рис.14. Ступенчатое расположение пуансонов. |
Усилие пресса берется больше расчетного усилия и обычно принимается в соответствии с указанным на стр. 16. Следовательно, полное усилие вырубки может быть определено по формулам, приведенным в табл.5, с заменой σСР на σВ и добавлением усилия на сжатие буфера.
Усилие, необходимое для снятия полосы с пуансона, определяется по формуле:
,где Р - полное усилие вырубки, кгс; kСИ - коэффициент, определяемый в зависимости от типа штампа и толщины материала (табл.6).
в штампах со скошенными режущими кромками.
| Тип вырезки | Тип скоса (рис.11) |
Формулы усилий вырубки |
| Общий случай вырубки со скосом режущих кромок |
а б в г д |
Упрощенная формула P = LSσСРk, где k – коэффициент для L до 200 мм при Н = S, k = 0,4/0,6; при Н = 2S, k = 0,2/0,4. |
| Прямоугольная вырубка с двухсторонним скосом режущих кромок |
а б |
При H > S, P = 2σСР*(a+(b*0,5*S/H))*S. При H = S, P = 2SσСР*(a+0,5b). |
| Квадратная вырубка с четырехсторонним скосом |
в | P = ((4S2σСР) / (tg φ))*k. |
| Круглая вырубка с двух сторонним скосом |
а б в |
При H = S, P = 0,66πdSσСР. |
| Надрезка прямоугольной формы с односторонним скосом |
в | При H > S, P = SσСР*(a+b*S/H), При H = S, P = SσСР*(a+b). |
Обозначения:
Н - высота скоса;
φ - угол скоса, град.;
а и b - ширина и длина прямоугольной вырубки, мм;
d - диаметр круглой вырубки, мм.
Примечание: Уточненные формулы см. [46].
При многопуансонной пробивке усилие съема с пуансонов увеличивается вследствие образования распора материала, достигающего значительной величины.
Усилие, необходимое для проталкивания детали через матрицу с цилиндрической шейкой, определяется по формуле:
где Р - полное усилие вырубки, кгс; kПР - коэффициент, устанавливающий соотношение между РПР и Р;
n = h/S - количество деталей, находящихся в шейке матрицы; S - толщина вырубаемых деталей, мм.
В случае вырубки с обратным выталкиванием n = 1.
| Толщина материала, мм | Коэффициент kСН в зависимости от типа штампа | ||
| однопуансонного вырубного или пробивного |
последовательного (пробивка - вырубка) |
многопуансонного пробивного |
|
| до 1 1-5 cвыше 5 |
0,02 - 0,06 0,06 - 0,08 0,08 - 0,10 |
0,06 - 0,08 0,10 - 0,12 0,12 - 0,15 |
0,10 - 0,12 0,12 - 0,15 0,15 - 0,20 |
Коэффициент kПР составляет в среднем при вырубке на провал kПР = 0,05/0,10; при вырубке с обратным выталкиванием kПР = 0,07/0,14; причем наибольшие значения относятся к более тонким материалам.
Для обратного выталкивания вырезанной детали усилие выталкивания увеличивается вследствие выпучивания детали и распора, создаваемого при выталкивании в обратном направлении.
Работа резания (кгс*м) при вырубке плоскими кромками определяется по формуле:
где Р - полное усилие вырубки, кгс; х - коэффициент,
определяемый из соотношения х = РСР/Р
(РСР - усредненное усилие вырубки).
Величина коэффициента х зависит от рода и толщины материала. Его значения приведены в табл.7 (при вырубке с небольшим числом ходов пресса).
| Материал | Коэффициент х при толщине материала, мм | |||
| до 1 | 1 - 2 | 2-4 | свыше 4 | |
| Сталь мягкая (σСР = 25/35 кгс/мм2) | 0,70 - 0,65 | 0,65 - 0,60 | 0,0 - 0,50 | 0,45 - 0,35 |
| Сталь средней твердости (σСР = 35/50 кгс/мм2) | 0,60 - 0,55 | 0,55 - 0,50 | 0,50 - 0,42 | 0,40 - 0,30 |
| Твердая сталь (σСР = 50/70 кгс/мм2) | 0,45 - 0,40 | 0,40 - 0,35 | 0,35 - 0,30 | 0,30 - 0,15 |
| Алюминий, медь (отожженные) | 0,75 - 0,70 | 0,70 - 0,65 | 0,65 - 0,55 | 0,50 - 0,40 |
Для разных материалов (σСР = 30 кгс/мм2 и σСР = 60 кгс/мм2) при одной и той же толщине материала и одном и том же диаметре вырубки усилие вырубки Р во втором случае в два раза больше, чем в первом. Однако РСР увеличивается только на 30-40% вследствие уменьшения относительной глубины вдавливания h/S и более раннего момента скалывания. Поэтому коэффициент х изменяется (уменьшается) пропорционально относительной глубине вдавливания. Работа резания изменяется пропорционально РСР, т.е. в данном случае увеличивается на 30-40%.
Приведенные данные относятся к вырубке с нормальным зазором между пуансоном и матрицей (см. табл.9). При малых зазорах коэффициент х значительно увеличивается, а при вырубке на быстроходных прессах уменьшается.
Из приведенной выше формулы работы резания видно, что усилие вырубки лимитируется предельной величиной работы пресса, иначе электродвигатель будет перегружен по мощности, что приведет к уменьшению частоты вращения и перегреву обмотки. Поэтому подбор пресса следует производить не только по усилию, но и по работе резания.
Работа резания при скошенных режущих кромках определяется по формуле:
, где Р - усилие резания скошенными кромками, кгс; Н - высота скоса, мм; х1 -коэффициент, приближенно принимаемый для мягкой стали: при Н = S, x1 ≈ 0,5/0,6; при Н = 2S, x1 ≈ 0,7/0,8.
На рис.15 приведена зависимость усилия (а) и работы резания (б) скошенными кромками от скоса H/S. Как видно из рис.15, усилие резания с повышением угла скоса значительно уменьшается, а работа резания, наоборот, увеличивается.
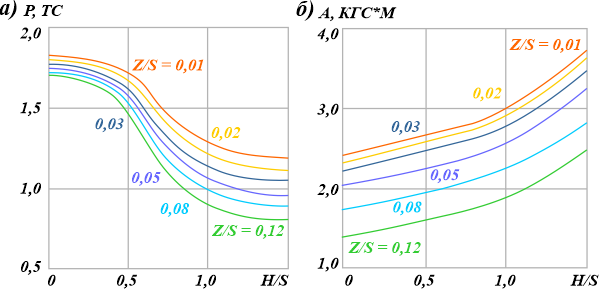 Рис. 15. Зависимость усилия и работы резания скошенными кромками от H/S и z/S. |
Пример.
Определить расчетное усилие вырубки круглой заготовки диаметром d = 50 мм, толщиной 5 мм из стали 20кп (σВ = 40 кгс/мм2). Двусторонний зазор z = 0,15S.
Найти требуемое усилие пресса, учитывая, что вырубка происходит с обратным выталкиванием детали и пружинным съемом отхода с пуансона.
Для отношения S/d = 0,1 при z = 0,15S сопротивление срезу составляет (см. рис. 9, б) σСР ≈ 30 кгс/мм2.
Давление нижнего буфера 0,1 Р. Давление сжатия пружин съемника 0,06 Р.
Берем кривошипный пресс усилием 40 тс.
Нужна помощь на производстве?
Специалисты завода Сталь-Штамп готовы спроектировать штамп, выполнить его ремонт или провести профессиональную заточку инструмента.