
Конструктивно-техноолгическое элементы при гибке
К конструктивно-технологическим элементам относятся: зазоры, радиусы закруглений матриц, глубина рабочей полости и другие элементы рабочих частей штампа, от правильного выполнения которых зависят нормальный ход процесса гибки и качество деталей (рис. 70).
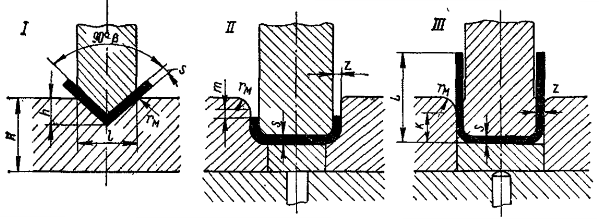
Рис. 70. Конструктивные размеры гибочных штампов: l - для угловой гибки; ll - для гибки скобы с короткими полками; lll - для гибки скоб с длинными полками
В случае гибки небольших деталей радиус закругления матрицы обычно принимают равным rM = (2/3) S. Радиус закругления в углублении матрицы берется равным:
В табл. 27 приведены радиусы закруглений гибочных матриц, глубина рабочей полости матриц и коэффициенты для определения зазора.
| Тип штампа | Размеры | Толщина материала,мм | ||||||||
| До 1 | 1 - 2 | 2 - 3 | 3 - 4 | 4 - 5 | 5 - 6 | 6 - 7 | 7 - 8 | 8 - 10 | ||
| l. ll. lll. | rM | 3 | 5 | 7 | 9 | 10 | 11 | 12 | 13 | 15 |
| l | h | 4 | 7 | 11 | 15 | 18 | 22 | 25 | 28 | 32 -36 |
| l | H | 20 | 30 | 40 | 45 | 55 | 65 | 70 | 80 | 90 |
| ll | m | 3 | 4 | 5 | 6 | 8 | 10 | 15 | 20 | 25 |
| Длина отгибаемой полки, мм | Глубина матрицы k (тип lll, рис.70) | |||||||||
| 25 - 50 | 15 | 20 | 25 | 25 | - | - | - | - | - | |
| 50 - 75 | 20 | 25 | 30 | 30 | 35 | 35 | - | - | - | |
| 75 - 100 | 25 | 30 | 35 | 35 | 40 | 40 | 40 | 40 | - | |
| 100 - 150 | 30 | 35 | 40 | 40 | 50 | 50 | 50 | 50 | 60 | |
| 150 - 200 | 40 | 45 | 55 | 55 | 60 | 65 | 65 | 65 | 80 | |
| Длина отгибаемой полки, мм | Коэффициент n типы l и ll, рис. 70 | |||||||||
| до 25 | 0,10 | 0,08 | 0,08 | 0,07 | 0,07 | 0,06 | 0,06 | 0,05 | 0,05 | |
| 25 - 30 | 0,15 | 0,10 | 0,10 | 0,08 | 0,08 | 0,07 | 0,07 | 0,06 | 0,06 | |
| 50 - 100 | 0,18 | 0,15 | 0,15 | 0,10 | 0,10 | 0,09 | 0,09 | 0,08 | 0,08 | |
| 100 - 200 | 0,20 | 0,18 | 0,18 | 0,12 | 0,12 | 0.11 | 0,11 | 0,10 | 0,10 | |
Зазор между матрицей и пуансоном при двухугловой гибке составляет:
наименьший zmin = Smax
наибольший zmax = Smax + Sn
, где z - односторонний зазор между матрицей и пуансоном, мм;
Smax - наибольшая толщина материала (с учетом допуска), мм;
n - коэффициент, находимый по табл. 27.
Радиусы закруглений гибочной матрицы должны быть одинаковыми с обеих сторон, в противном случае скольжение заготовки будет различным и деталь получится несимметричной.
Для гибки П-образных деталей с длинными полками (III, рис. 70) применяют неглубокие матрицы ввиду небольшой величины рабочего хода большинства кривошипных прессов. Это возможно только в том случае, когда к прямолинейности полок не предъявляется высоких требований, иначе глубина матрицы должна быть больше высоты изгибаемой детали L. При этом требуется большая величина рабочего хода пресса.
При изготовлении штампов для гибки скоб исполнительные размеры матрицы и пуансона определяют следующим образом. Если задан наружный размер скобы LВ с допуском (±Δ ), матрица делается размером LM = LH + δM, а пуансон пригоняется к матрице с соответствующим зазором; если задан внутренний размер скобы LB с допуском (±Δ ), пуансон делается размером LП = LB - δП, а матрица пригоняется к пуансону с требуемым зазором. Здесь δМ и δП - допуски на изготовление матрицы и пуансона.
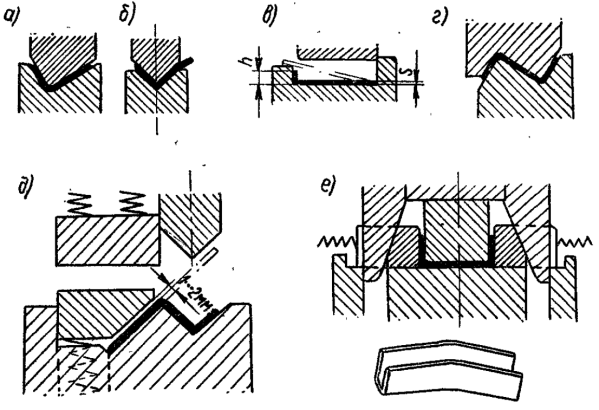
Рис. 71. Способы гибки некоторых типовых деталей
В ряде случаев для уменьшения пружинения гибку производят с небольшим утонением полок, применяя зазор, равный наименьшей толщине материала. Малые радиусы закругленной матрицы (меньше табличных) приводят к большому утонению материала и образованию вмятин и отпечатков.
При гибке с прижимом рекомендуется применять матрицу со скосом и закруглением углов.
На рис. 71 приведены способы гибки некоторых типовых деталей. Гибку уголков с разной длиной полос следует производить, как указано на рис.71,а (на рис.71,бпоказан нерекомендуемый способ гибки). Детали с очень короткой полкой [( h = (2/3) S] необходимо гнуть в матрице с упором (рис.71,в) или по способу завивки края давлением на торец.
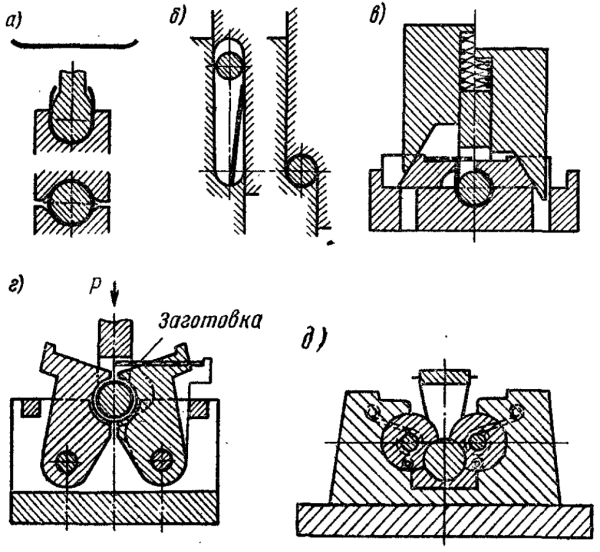
Рис. 72. Основные способы гибки разрезных втулок
Детали Z-образного профиля следует гнуть в одну операцию (рис. 71, г и д). Для гибки деталей швеллерного профиля, особенно с криволинейной осью или разной ширины, рекомендуется применять штампы клинового типа (рис.71,е) с ходом ползушек, равным (2/3) S.
На рис. 72, а-д изображены основные способы гибки разрезных втулок и трубчатых деталей.
В массовом производстве небольших деталей сложной формы (рис.73) их изготовление производится на универсально-гибочных автоматах. Эти автоматы выполняют последовательно операции вырезки, гибки, нарезки резьбы, сварки, клепки, зенкования, чеканки и сборки. Заготовкой служит лента или проволока. Гибка производится гибочными инструментами простой формы, установленными в специальных ползунах, размещенных по окружности вокруг гибочной оправки. Производительность автоматов достигает 500-1000 шт/мин.
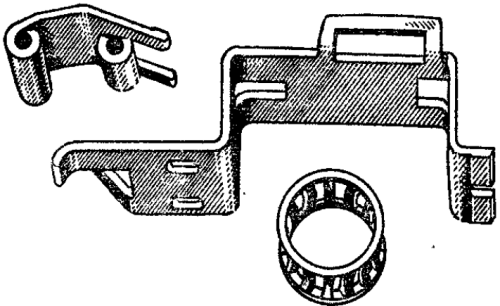
Рис. 73. Примеры деталей, изготовляемых на универсально-гибочном автомате
Нужна помощь на производстве?
Специалисты завода Сталь-Штамп готовы спроектировать штамп, выполнить его ремонт или провести профессиональную заточку инструмента.