
Упругое пружение при гибке
Гибка, являющаяся процессом пластической деформации, сопровождается упругой деформацией, определяемой законом Гука. По окончании гибки упругая деформация устраняется, вследствие чего происходит изменение размеров изделия по сравнению с размерами, заданными инструментом, называемое упругим пружинением (рис. 61).
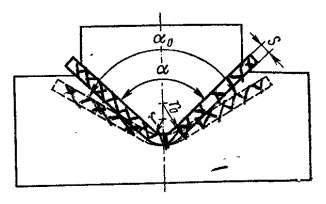
Рис. 61. Изменение угла в результате пружинения
Упругое пружинение обычно выражается в угловом измерении и является той величиной, на которую следует уменьшить угол гибки, чтобы получить требуемый угол изогнутой детали. Угол пружинения а0-а может быть определен двумя способами: аналитическим расчетом упругой деформации или при помощи испытаний и замеров.
Величина упругого пружинения различна для свободной гибки без калибровки материала и для гибки в упор с калибровкой материала и чеканкой угла.
При свободной гибке величина упругого пружинения зависит от упругих свойств материала, степени деформации при гибке (соотношения r/S), угла гибки и способа гибки ( V- или П-образная).
Ниже приводятся упрощенные формулы для приближенного определения упругого пружинения при свободной гибке.
Для V-образной гибки:
Рис. 61. Изменение угла в результате пружинения
для П-образной:
, где β - угол пружинения (односторонний); k - коэффициент, определяющий положение нейтрального слоя в зависимости от r/S, равный 1 - х; l - расстояние между опорами - губками матрицы, мм; l1 - плечо гибки, равное rM + rH + 1,25 S, мм.
Коэффициент х находится по табл. 16.
При гибке с большими радиусами закруглений или при U-образной гибке необходимо определить не угловое пружинение, а упругое изменение радиуса после гибки. В данном случае по заданному чертежом отношению определяют остаточную деформацию крайних волокон по приближенной формуле:
Затем по диаграмме растяжения данного материала находят значение полной деформации:
и определяют искомый (уменьшенный) радиус пуансона по формуле:
При гибке в упор с калибровкой материала и чеканкой угла упругое пружинение зависит не только от отношения r/S, но также от настройки пресса и степени наклепа металла. Из практики известны примеры, когда упругое пружинение при гибке в упор с малым радиусом закругления пуансона (r/S < 0,2 / 0,3 ) и чеканкой угла дает не увеличение, а уменьшение угла детали.
Объяснение этому дает схема процесса гибки, приведенная на рис. 62, в частности, последние две стадий - выпрямление боковых полок и чеканка угла.
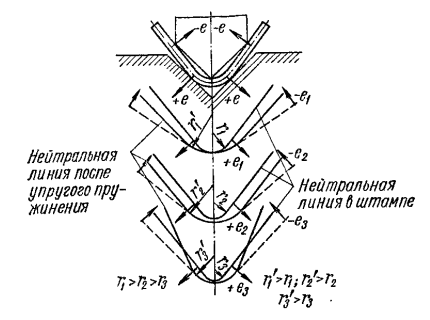
Рис. 62. Различные случаи пружинения при губке в упор с малым радиусом
(при + е1 > - e1 угол пружинения положительный,
при + е2 = - е2 - равен нулю,
при + е3 < - е3 - отрицательный)
При гибке в упор с чеканкой угла имеет место взаимопротивоположное упругое пружинение: пружинение закругления угла изгиба (положительное пружинение) и пружинение выпрямляемых пуансоном боковых полок (отрицательное пружинение).
В результате взаимокомпенсирующего действия положительного и отрицательного пружинений в зависимости от r/S, l/S и а возможны три случая: общий угол пружинения положителен, равен нулю или отрицателен (рис. 62).
Необходимо указать, что при гибке в упор с чеканкой угла даже в одном и том же штампе может быть получена различная величина упругого пружинения в зависимости от настройки пресса и положения нижней мертвой точки. Вследствие этого в данном случае наиболее простым способом является определение угла пружинения опытным путем.
На рис. 63 приведен график для определения углов пружинения при гибке стальных деталей (сталь 10) в зависимости от относительной деформации изгиба [212].
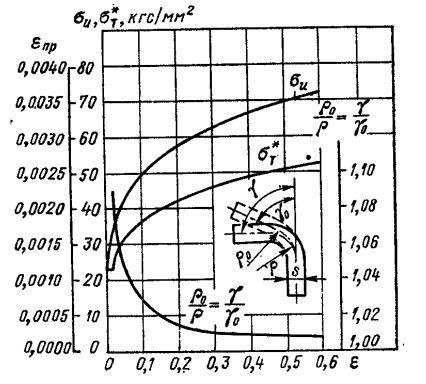
Рис. 63. Диаграмма для определения угла пружинений в зависимости от относительной деформации изгиба
В основу графика положены следующие зависимости (по радиусу нейтрального слоя):
, где ρ - радиус нейтрального слоя до пружинения; ρ0 - то же - после пружинения.
Здесь рассмотрен свободный изгиб без чеканки.
Сопротивление изгибу:
Относительная деформация изгиба:
Деформация пружинения:
Величина пружинения в данном случае β = γ - γ0.
По заданному значению ε = 0,5S /ρ находят γ/γ0 или ρ0/ρ и корректируют угол штампа. Кривая σТ* дает текущие значения истинного сопротивления деформации.
Экспериментально установлено, что в случае одноугловой гибки на 90° наименьшее пружинение получается при соотношении r = (1 / 1,5) S. Поэтому для уменьшения угла пружинения при угловой гибке следует уменьшить радиус закругления пуансона и усилить чеканку ребра изгиба.
При гибке деталей большого радиуса пружинение достигает значительной величины. В этом случае пружинение может быть подсчитано по формулам С.К. Абрамова.
Радиус закругления гибочного штампа, при гибке заготовок прямоугольного сечения:
Угол пружинения:
Отсюда видно, что при R0/R = 2 верно а0 + γ = 180°, т.е. происходит полное выпрямление изогнутой заготовки. Следовательно, отношение R0 / R = 2 является предельным, выше которого изгиба не происходит.
Здесь Е - модуль упругости (для стали Е = 2,1 • 104 кгс/мм2 );
γ = а0 - а - угол пружинения, град (а0 - требуемый угол детали, после пружинения; а - угол штампа);
R0 - требуемый радиус закругления (после пружинения);
R - радиус закругления пуансона (штампа).
На рис. 64 приведена диаграмма, построенная по формулам А.Д. Комарова, для определения угла пружинения у по заданному отношению r0 / S для разных металлов и сплавов при гибке под углом 90°.
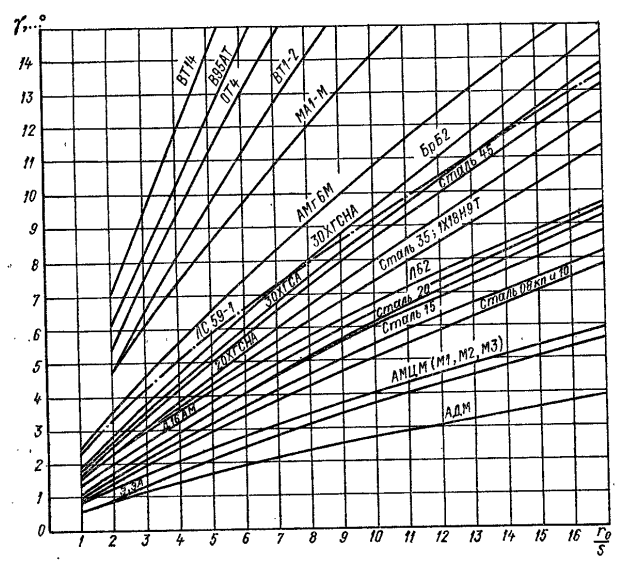
Рис. 64. Диаграмма для определения угла пружинения для различных металлов и сплавов при гибке на 90°
На рис. 65 приведена диаграмма того же автора для определения отношений r0/r = а/a0 при весьма больших радиусах изгиба.
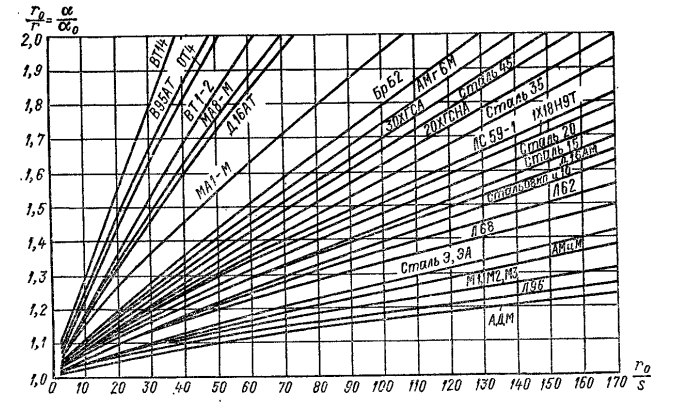
Рис. 65. Диаграмма для определения радиуса закругления после гибки при весьма больших радиусах изгиба
Часто встречающимся случаем гибки является штамповка - гибка резиной или полиуретаном прямолинейных и криволинейных бортов деталей. Для изготовления их на требуемый угол необходимо формблоки поднутрять на угол пружинения.
Для компенсации угла пружинения при одноугловой гибке следует уменьшить угол пуансона на угол пружинения, а при двухугловой гибке сделать либо поднутрение на пуансоне, равное углу пружинения (рис. 66, а), либо небольшой радиусный выгиб средней полки (рис. 66, б-г). При одноугловой гибке с прижимом поднутрение делается па матрице, а зазор берется равным наименьшей толщине материала.
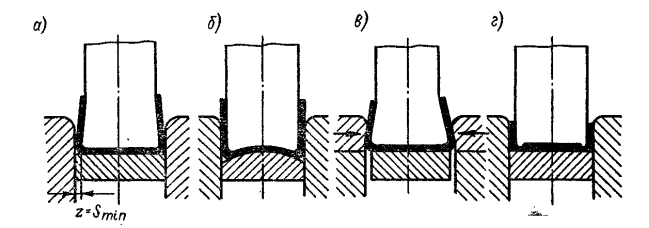
Рис. 66. Способы компенсации угла пружинения
Нужна помощь на производстве?
Специалисты завода Сталь-Штамп готовы спроектировать штамп, выполнить его ремонт или провести профессиональную заточку инструмента.