
Наклеп металла и отжиг при вытяжке
В процессе вытяжки, как и при любой холодной пластической деформации, все металлы (кроме свинца и олова) подвергаются упрочнению или наклепу, сопровождаемому повышением сопротивления деформированию и прочностных характеристик (НВ, σв, σт и пр.) и понижением пластичности металла и соответствующих характеристик (δ и φ).
Физическая природа упрочнения и сущность процессов разупрочнения - отдыха и рекристаллизации - изложены в специальной литературе по металловедению.
Степень упрочнения (наклеп) металла в процессе глубокой вытяжки является сложной и недостаточно изученной зависимостью от целого ряда факторов:
- способности металла и упрочнению, характеризуемой равномерным сужением φв (относительное сужение при растяжении к моменту появления шейки) или пока зателем степени упрочнения n (по Людвику);
- степени деформации при вытяжке, характеризуемой одним из ее показателей [K, m, lП (D/d) и т.п.];
- силы прижима материала и интенсивности растягивающих напряжений;
- радиуса закругления вытяжных кромок матрицы и пуансона;
- зазора между пуансоном и матрицей;
- скорости деформации;
- типа и способа смазки;
- процесса старения металла между отдельными операциями.
Большинство из указанных факторов влияет на степень упрочнения металла независимо от других. Так, сильно заниженная величина радиусов закругления матрицы может привести к предельному упрочнению и обрыву металла при нормальном значении коэффициента вытяжки.
По способности к упрочнению металлы, применяемые для глубокой вытяжки, можно разделить на две группы:
1) среднеупрочняющиеся с ψВ = 0,20/0,25 (стали 08, 10, 15, латунь, отожженный алюминий);
2) сильноупрочняющиеся с ψВ = 0,25/0,30 (нержавеющая сталь 1Х18Н9Т, отожженная медь; аустенитные стали, титановые сплавы).
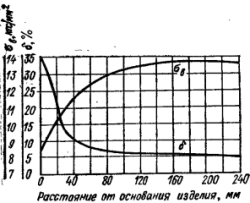 Рис. 161. Изменение механических свойств при глубокой вытяжке за четыре операции без промежуточного отжига |
Слабо и весьма слабоупрочняющиеся металлы для вытяжки не применяются.
При правильной разработке технологического процесса металлы первой группы могут практически применяться для вытяжки деталей простой формы без промежуточного (межоперационного) отжига; металлы второй группы обычно подвергаются отжигу после одной-двух операций вытяжки.
На рис. 161 изображена диаграмма изменения механических свойств алюминии при глубокой вытяжке цилиндрических деталей диаметром 170 мм и высотой 260 мм за четыре операции без промежуточного отжига. Из диаграммы видно, что наиболее резкое падение пластичности металла происходит в месте закругления у дна детали, но пластичность металла еще не исчерпана, и он допускает дальнейшую вытяжку без отжига.
В табл. 89 показано количество операций вытяжки (в среднем), выполняемых без промежуточного отжига при оптимальном значении коэффициентов вытяжки (см. табл. 45) и правильном сочетании остальных факторов.
Степень деформации на каждой операции должна быть оптимальной в соответствии с относительной толщиной заготовки. Уменьшение степени деформации на каждой операции позволяет осуществить большую общую степень деформации и большее количество операций без применения промежуточного отжига. Так, при штамповке в ленте, а также на многопозиционных прессах-автоматах производится шесть-восемь операций вытяжки без промежуточного отжига. Применение протяжки через две-три матрицы при утонении на каждой из них приводит к повышению общей степени деформации.
| Материал | Количество операций без отжига |
| Стали 08, 10, 15 | 3 - 4 |
| Алюминий | 5 - 5 |
| Латунь Л68 | 2 - 4 |
| Медь | 1 - 2 |
| Нержавеющая сталь 1Х18Н9Т | 1 - 2 |
| Магниевые сплавы | 1 |
| Титановые сплавы | 1 |
Радиусы закруглений вытяжных кромок матрицы и пуансона должны быть не менее приведенных в табл. 79 значений. Для уменьшения возникающих в металле напряжений и снижения степени наклепа можно значительно увеличить радиусы закругления кромок матрицы при условии применения дополнительного прижима (см. рис. 154).
Величина зазора также влияет на степень наклепа металла. Если зазор меньше толщины металла, например при вытяжке с утонением, наклеп металла значительно увеличивается, вследствие чего необходимо применять отжиг через одну-две, редко через три операции.
Степень наклепа зависит также от процесса старения, заключающегося в дисперсионном твердении холоднодеформированного металла. Так как процесс старения требует известного времени, необходимо быстрее передавать заготовки с операции на операцию, пока металл не потерял своей пластичности. Так, при штамповке в ленте и на многопозиционных прессах-автоматах старение не успевает произойти вследствие быстроты передачи заготовки, что благоприятствует выполнению большого количества операций без отжига.
При работе на склад полуфабрикатов с недельным, а иногда и более длительным сроком хранения пооперационных заготовок процесс старения приводит к значительному снижению пластичности и вызывает необходимость применения межоперационного отжига.
Особенно большое значение процесс старения имеет для дуралюмина, штампуемого или в свежезакаленном, или в отожженном состоянии.
Свежезакаленный дуралюмин имеет после закалки структуру твердого раствора, обладающую повышенной пластичностью. Через некоторое время после закалки происходит процесс старения, в результате которого дуралюмин упрочняется, а пластичность его снижается.
При штамповке деталей из отожженного дуралюмина после штамповки обычно производится их закалка, сопровождающаяся короблением и требующая правки.
Закалка дуралюмина производится после нагрева в селитровой ванне по режиму:
| Нагрев дюралюмина,0С | До 495 - 505 |
| Охлаждение в воде,0С | При 30 - 40 |
| Старение естественное, дни | 4 - 5 |
| искусственное, ч | 4 - 5 |
В табл. 90 приведены температуры высокого отжига для различных металлов. Высокий отжиг применяется главным образом для листовых металлов и заготовок, а также в качестве межоперационного отжига наклёпанных деталей, когда низкий отжиг не дает хороших результатов.
| Металл | Температура нагрева, C | Время выдержки, мни | Охлаждение |
| Стали 08, 10, 15 | 760-780 | 20-40 | На воздухе в ящиках |
| Ст1 Ст2 | 900-920 | 20-40 | |
| Стали 20, 25, 30, СтЗ, Ст4 | 700-720 | 60 | Вместе с печью |
| Сталь ЗОХГСА | 650-700 | 12-18 | На воздухе |
| Нержавеющая сталь 1Х18Н9Т | 1150-1170 | 30 | Струей воздуха или в воде |
| Медь M 1, М2 | 600-650 | 30 | На воздухе |
| Латунь Л62, Л68 | 650-700 | 15-30 | |
| Никель | 750-850 | 20 | |
| Алюминий А, АМг, АМц | 300-350 | 30 | С 2500 С на воздухе |
| Дуралюмин Д1, Д6, Д16 | 350-400 | 30 |
В табл. 91 приведены температуры низкого (рекристаллизационного) отжига, успешно применяемого на ряде заводов для снятия наклепа и восстановления пластичности после вытяжки.
| Металл | Температура нагрева, C | Примечание |
| Стали 08, 10, 15, 20 | 600-650 | Охлаждение на воздухе |
| Медь Ml, М2 | 400-450 | |
| Латунь Л62, Л68 | 500-540 | |
| Алюминий А, АМг, АМц | 220-250 | Выдержка 40-45 мин |
| Магниевые сплавы MA 1, МА8 | 260-350 | Выдержка 60 мин |
| Титановый сплав ВТ1 | 550-600 | Охлаждение на воздухе |
| Титановый сплав ВТ5 | 650-700 |
Обычно отжигается вся деталь полностью. При многооперационной вытяжке такой отжиг нецелесообразен. Так как наряду с разупрочнением и восстановлением пластичности сильно наклепанного фланца или края вытяжки разупрочняется и опасное сечение, прочность которого желательно не только не снижать, но даже увеличить. Поэтому наиболее целесообразно применять местный отжиг, производимый путем погружения наклепанной части детали в селитровую или свинцовую ванну или другими способами: индукционным электронагревом, контактным электронагревом, нагревом в электропечах, газовой горелкой и т.п.
Наиболее совершенным способом местного отжига является индукционный нагрев токами нормальной (промышленной) частоты. Нагревательная установка представляет собой однофазный трансформатор, в котором отжигаемая деталь является вторичной одновитковой обмоткой. Длительность отжига 20-40 с. Отжиг фланцев тонами высокой частоты производится за 3-5 с и может быть выполнен в общей цепи производственного потока.
Местный нагрев применяется также для разупрочнения кольцевого фланца заготовки или для его нагрева перед вытяжкой (при холодной средней части заготовки), что позволяет получить большую степень деформации и большую глубину, вытяжки.
Во избежание большого окисления деталей рекомендуется производить так называемый светлый отжиг в печах с нейтральной или восстановительной средой, не дающий окалины и не требующий травления. При обычном отжиге на поверхности отожженных деталей образуется окалина, удаляемая путем травления в различный кислотах, электролитическим травлением или ультразвуковой очисткой.
В табл. 92 приведен состав ванн для травления различных металлов.
| Металл | Состав ванны | Содержание компонентов | Примечание |
| Сталь малоуглеродистая | Серная или соляная кислота Вода | 15-20% Остальное | - |
| Сталь высокоуглеродистая | Серная кислота Вода | 10-15% Остальное | Предварительное травление |
| Едкий натр или едкое кали | 50-100 г/л | Окончательное травление | |
| Сталь нержавеющая | Азотная кислота (40 Боме) Соляная кислота (19 Боме) Сульфидированный клей Вода | 10% 1-2% 0,1% Остальное | Для получения блестящей поверхности |
| Медь и ее сплавы | Азотная кислота (6 Боме) Соляная кислота Сажа | 200 масс. ч 1-2 масс. ч 1-2 масс. ч | Предварительное травление |
| Азотная кислота (6 Боме) Серная кислота Соляная кислота | 75 масс. ч 100 масс. ч 1 масс. ч | Блестящее травление | |
| Алюминий и цинк | Едкий натр или едкое кали Поваренная соль | 100-200 г/л 13 г/л | Матовое травление |
| Соляная кислота | 50-100 г/л |
Для ускорения процесса травление производят с подогревом ванны до 50-65 С. С этой же целью, а также для уменьшения расхода кислоты применяют специальные присадки, которые, кроме того, в несколько раз уменьшают потери металла, устраняют травильную хрупкость и делают излишним нагрев деталей для удаления водорода.
Для травления нержавеющей стали в последнее время применяется комбинированный щелочно-кислотный способ, заключающийся в предварительном травлении в расплавленной щелочи (80% едкого натра и 20% селитры) в течение 10-30 мин с последующим травлением в 13-процентном растворе серной или соляной кислоты в течение 5-20 мин. Этот способ в несколько раз снижает потери металла, расход кислоты и увеличивает производительность.
Электролитическое травление производится в ванне с 5-процентной серной кислотой при плотности тока 8-10 А/дм2 и напряжении 6В.
Детали подключаются (подвешиваются) к аноду, После травления детали должны быть тщательно промыты для полного удаления следов кислоты с их поверхности. Обычно промывка производится в следующей последовательности:
- промывка в холодной проточной воде;
- нейтрализация в слабом щелочном растворе при 60-80 С;
- промывка в горячей воде.
В ряде случаев нейтрализация производится в последнюю очередь.
Стальные детали после отжига и травления иногда подвергаются фосфатированию, после которого на поверхности деталей образуется тонкая пленка фосфорнокислого Железа, предохраняющая от коррозии.
В ряде случаев для очистки небольших деталей после отжига применяется ультразвук. Существуют два способа ультразвуковой очистки:
1) одновременно с травлением в растворе, содержащем 10% серной кислоты, 5% соляной кислоты, 5 г/л поваренной соли и 30 г/л контакта Петрова, при температуре раствора 50-60 С; длительность очистки 5-2 мин (без последующей промывки),
2) после предварительного травления в кислоте с целью удаления шлама; в этом случае рабочей жидкостью при ультразвуковой очистке является вода.
Второй способ имеет преимущество по сравнению с первым, так как ультразвуковая аппаратура работает в нейтральной, а не агрессивной среде.
Для ультразвуковой очистки от жиров, масел, окисных пленок применяют ультразвуковые агрегаты УЗА-1 (для мелких деталей) и УЗА-2 (для длинных деталей) с магнитострикционными преобразователями, получающими питание от ультразвукового генератора УЗГ-10. В этом агрегате детали подвергаются последовательно предварительной и окончательной ультразвуковой очистке, промывке и сушке.
Нужна помощь на производстве?
Специалисты завода Сталь-Штамп готовы спроектировать штамп, выполнить его ремонт или провести профессиональную заточку инструмента.